Guide pour bien débuter dans l'impression 3d en FDM
Introduction :
Vous avez peut-être entendu parler de l'impression 3D à la télévision ou l'avez lu sur Internet.
Comme toutes les nouvelles technologies, l'impression 3D a attiré l'attention des médias grand public, mais le sujet est souvent traité en termes superficiels ou sensationnels. Il existe de nombreux mythes sur l'impression 3D. L'imprimante 3D est souvent comparée au Replicator de Star Trek. De plus la technologie n'est pas nouvelle. En effet, ce mode de fabrication est connu depuis les années 1980.
La différence aujourd'hui est sa popularité. Elle est maintenant très courante dans diverses industries et même utilisée par les amateurs à domicile.
Vous constaterez que l'impression 3D n'est pas une technologie futuriste, compliquée et super chère que seules quelques personnes peuvent utiliser. Au contraire ! Ces principes sont très simples et directs. Il existe de nombreux mots et abréviations spécifiques à l'industrie.
Cela pourrait vous effrayer au début mais ne vous inquiétez pas nous sommes là pour vous aider ! En fait, il n'y en a pas beaucoup et vous les maîtriserez en un rien de temps.
Ce pour livre synthétise notre formation et vous aidera à comprendre la technologie d'impression 3D FDM (la plus populaire du moment). Nous vous guiderons tout au long du processus d'impression 3D, en commençant par l'obtention d'un modèle 3D imprimable, en passant par la préparation pré-impression, jusqu'au post-traitement final de l'objet imprimé. Vous apprendrez ce qu'est une extrudeuse, et le tranchement ou encore le remplissage.
Nous expliquerons les différences entre les matériaux couramment utilisés et comment l'impression 3D peut être utilisée dans des applications pratiques. Ce livre vous présentera l'impression 3D et vous donnera toutes les bases dont vous avez besoin pour commencer.
Qu'est ce que l'impression 3d ?
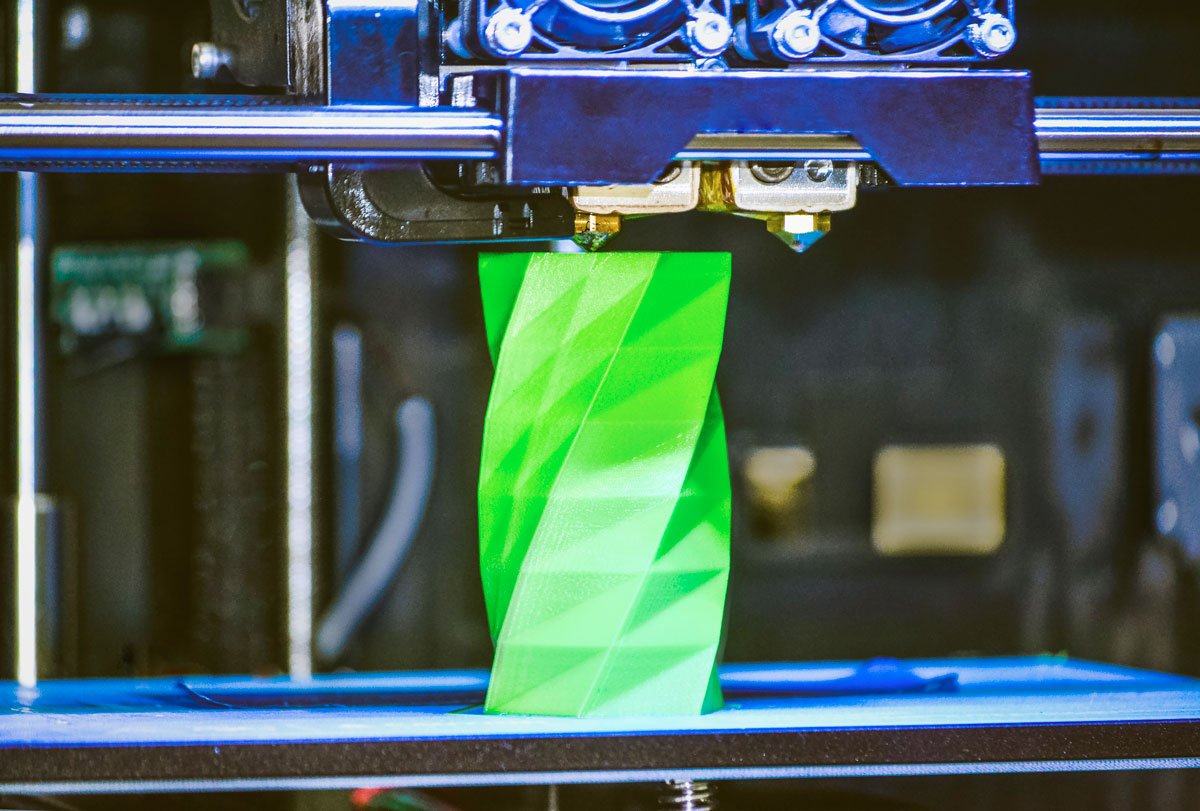
L'impression 3D est un processus de fabrication additive automatisé dans lequel une imprimante 3D crée un modèle physique basé sur des données numériques (objets 3D). Il existe différentes techniques d'impression 3D, mais la plus couramment utilisée est appelée FDM (Fused Deposition Modeling) ou encore FFF. elle est simple : les objets sont créés couche par couche en faisant fondre des filaments de plastique.
Prenez un objet 3D et coupez-le en fines couches, comme des chips. Ensuite, vous prendriez un pistolet à colle et "fusionnez" chaque couche avec de la colle chaude. C'est généralement ainsi que les objets sont imprimés c'est une méthode additive car nous ajoutons de la matière. C'est tout le contraire d'une méthode soustractive consistant à usiner des matériaux existants ou bien à tailler dans un bloc de pierre pour réaliser une statue.
Historique de la technologie
Au début, l'impression 3D s'appelait "prototypage rapide", un terme qui est encore utilisé aujourd'hui, quoique de moins en moins. Jusqu'à ce que les imprimantes 3D abordables deviennent courantes, la technologie n'était utilisée que pour le prototypage.
Une application typique du prototypage rapide est le développement et la production de télécommandes TV. Les préparations à la fabrication pouvant même coûter des dizaines de milliers d'euros (fabrication du moule, processus de fabrication lui-même, tests...), le fabricant doit donc s'assurer pleinement que sa télécommande TV tient dans la main de l'utilisateur et que tous les boutons sont facilement accessibles. C'est là qu'intervient le prototypage.

Bien que le prix d'une imprimante 3D soit très élevé, le coût de création d'un seul prototype en utilisant l'ancienne méthode était d'environ 1 000 $, et cela permettait quand même d'économiser beaucoup d'argent. Cependant, en raison du coût de la machine, elle ne pouvait pas être entre les mains d'utilisateurs réguliers. Heureusement, la donne a changé.
L'apparition de la Stéréolithographie
L'impression 3D, telle que nous la connaissons aujourd'hui, a été développée en 1984 , lorsque le fondateur de 3D Systems, Charles W. Hull, a déposé une demande de brevet pour son invention l'impression stéréoscopique. Hull a été le premier à imprimer des données numériques en 3D.
Cette technologie, souvent abrégée en SLA, est encore utilisée aujourd'hui.
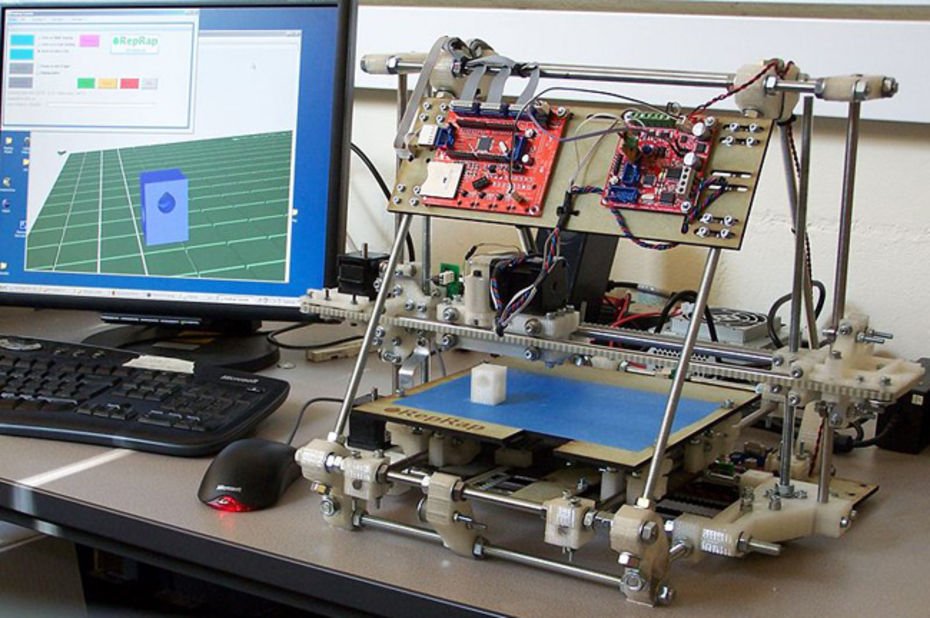
Le projet RepRap
2005 a peut-être été l'année la plus importante de l'histoire de l'impression 3D moderne : le projet RepRap a été créé par le Dr Adrian Bowyer de l'Université de Bath.
L'idée était de développer une imprimante 3D capable d'imprimer un maximum de ses propres pièces. Le projet a été conçu comme open source dès le départ, ce qui signifie que tout le code source est disponible gratuitement et publiquement et est ouvert pour d'autres modifications et améliorations.
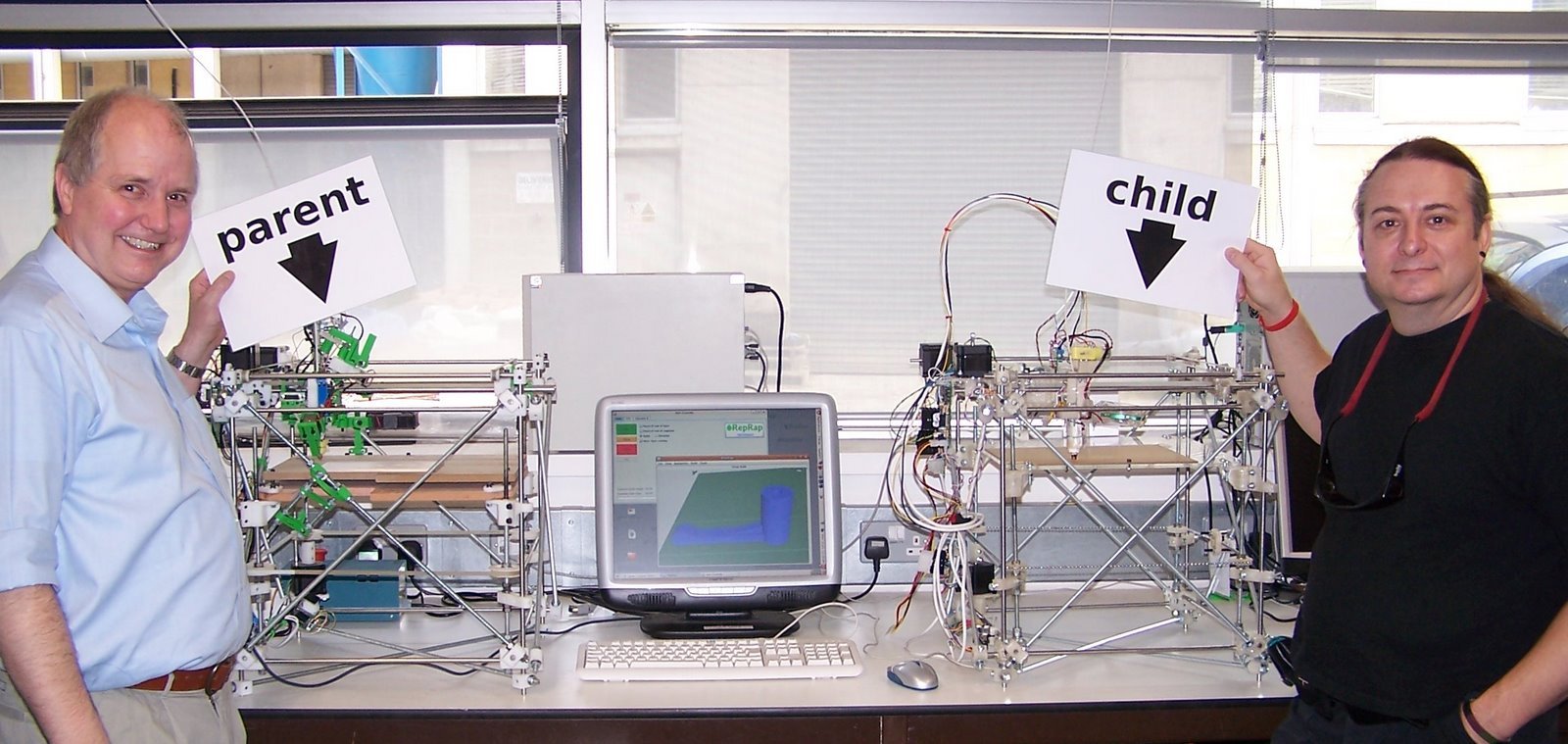
Cette importante décision permet aux passionnés du monde entier de participer au projet. Et c'est la principale raison pour laquelle la machine RepRap est actuellement l'imprimante 3D la plus populaire au monde.
Grâce à RepRap, nous pouvons désormais acheter des imprimantes 3D pour les marchés du bricolage/fabricant et semi-professionnel - ce sont généralement des machines à moins de 3500 EUR.
La communauté autour des imprimantes RepRap est immense. Si vous souhaitez comprendre le fonctionnement des imprimantes 3D (ou si vous souhaitez essayer différentes mises à niveau, modifications et expériences), RepRap est la solution idéale pour vous. Ces imprimantes 3D peuvent être achetées sous forme de machines entièrement assemblées et calibrées, ou sous forme d'assemblages à faire soi-même, qui sont assez amusants à assembler.
L'utilisation pratique de l'impression 3D
Comme indiqué l'impression 3D était à l'origine utilisée pour fabriquer des prototypes bon marché et rapides. Comme la technologie est devenue moins chère, les imprimantes 3D ont été utilisées dans d'autres industries.
Notamment pour des productions en petites séries. Pratique pour les produits avec des coûts élevés associés à la production de masse. L'impression 3D est donc une solution plus adaptée.
La fabrication sur mesure permet aux fabricants de produire des articles personnalisés en fonction des exigences des clients. Par exemple, il peut s'agir d'un étui pour smartphone texturé personnalisé, d'un porte-clés personnalisable ou de divers articles marketing modifiés pour répondre aux besoins du client.
Les imprimantes 3D sont également idéales pour fabriquer des jouets et des figurines. Vous pouvez trouver des milliers de modèles gratuits ou payants sur Internet, allant de simples jouets à des jeux de société méticuleusement conçus.

Les fans de cosplay trouveront les imprimantes 3D particulièrement utiles, car elles peuvent être utilisées pour produire des masques, des équipements, des accessoires et d'autres articles qui peuvent être facilement post-traités (ponçage et peinture) pour leur donner un aspect réaliste.

Un autre domaine où les imprimantes 3D brillent vraiment est la production de pièces détachées, n'étant plus disponible.
Il est assez courant que lorsqu'il s'agit de restaurer et de réparer une voiture ancienne, certaines pièces ne soient plus disponibles. De même pour la réparation d'appareils électroménagers.
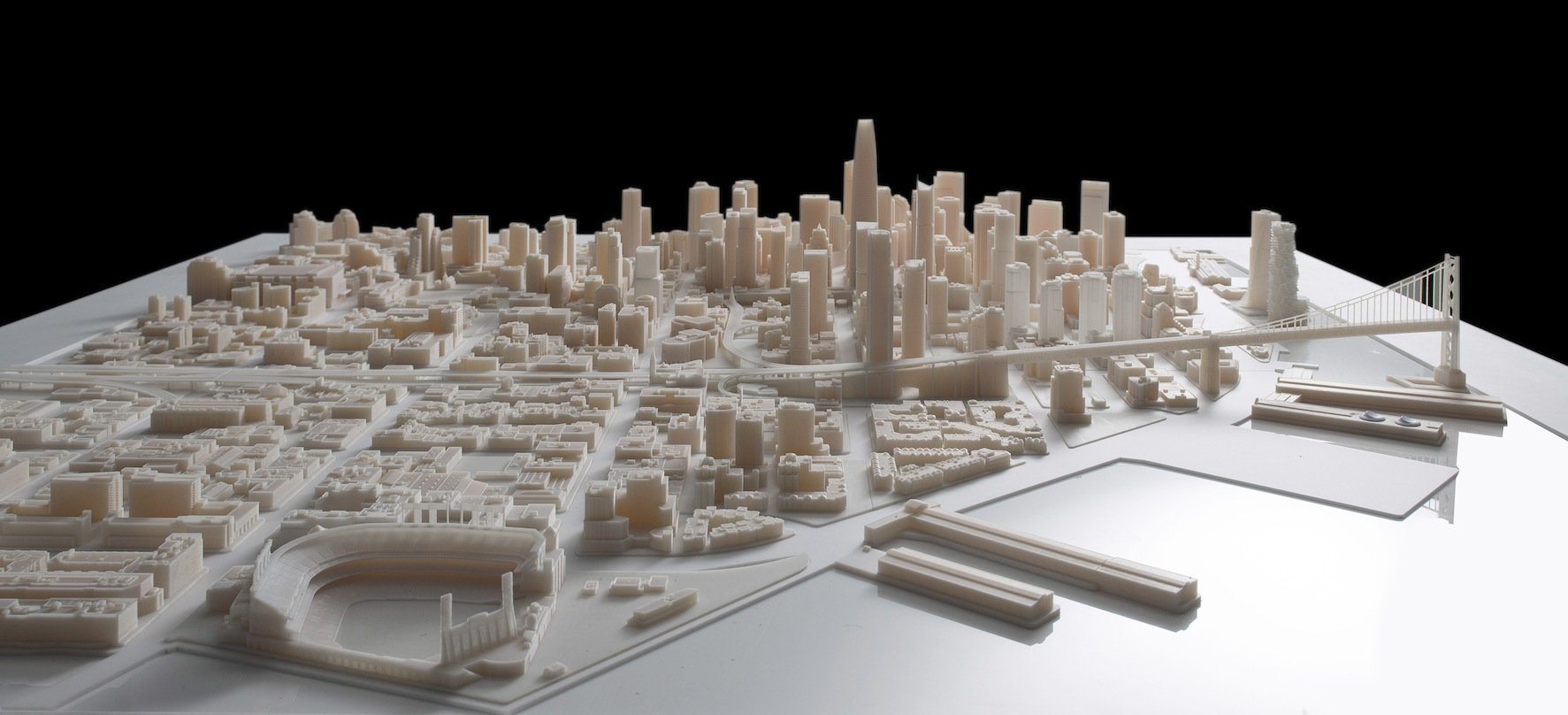
L'impression 3D permet aussi aux architectes de créer des maquettes plus simplement et plus rapidement.
Bien sûr, ce n'est pas tout. L'impression 3D est utilisée dans une grande variété d'industries y compris les industries automobile et aérospatiale, la médecine, la modélisation radiocommandée, la bijouterie et bien d'autres. De nouvelles applications pour l'impression 3D sont envisagées presque chaque jour.

Donc, que vous ayez besoin d'un nouveau cadre pour votre drone, d'un support de câble ou de quoi que ce soit entre les deux, vous pouvez le faire avec une imprimante 3D.
LES CATÉGORIES D'IMPRIMANTE 3D
Tous les types d'impression 3D reposent sur le même principe : créer des objets en ajoutant des calques au-dessus de ceux existants. A ce jour, aucune technologie d'impression 3D n'est totalement universelle et adaptée à tous les usages. C'est pourquoi il est important de décider comment et dans quel but vous allez utiliser l'imprimante.

Pour simplifier les choses, divisons les imprimantes 3D en trois catégories principales :
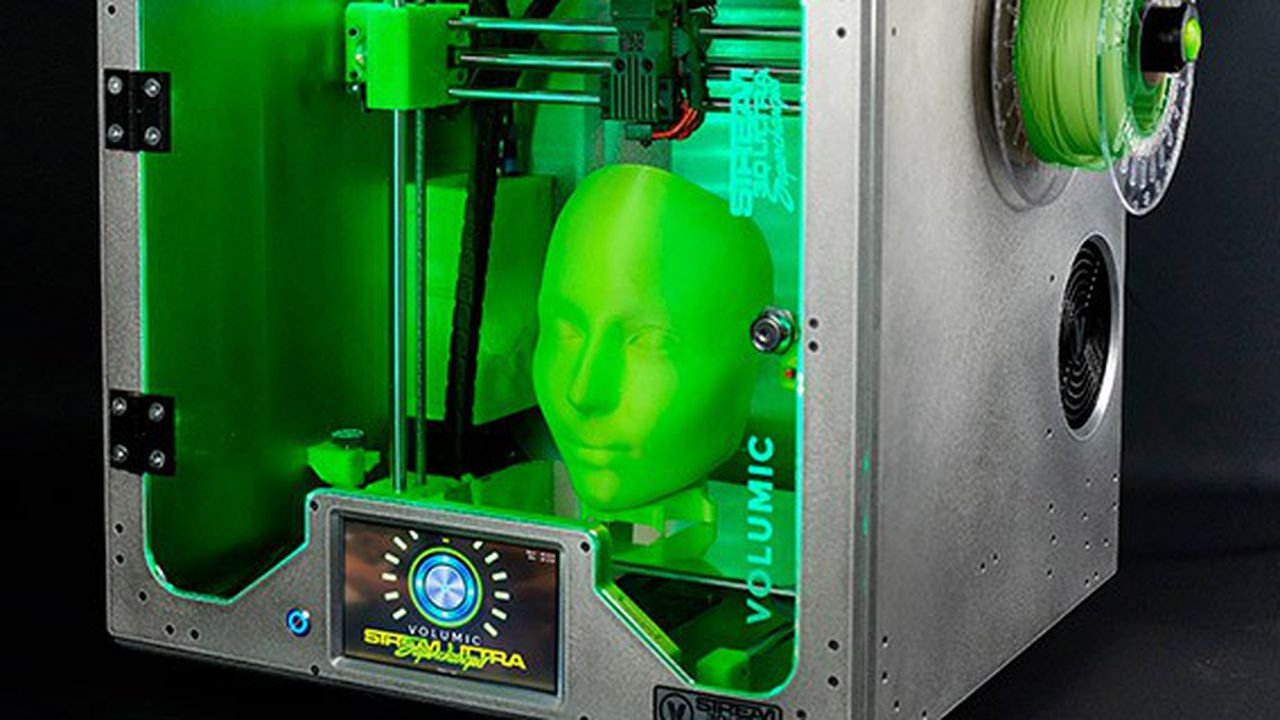
1. Un filament de plastique est fondu par un réchauffeur et extrudé par la tête d'impression (extrudeuse) à travers l'imprimante à travers une buse. Il s'agit d'une description typique de la technologie FFF (Fused Filament Fabrication) / FDM (Fused Deposition Modeling). Ces termes peuvent être considérés comme des synonymes. FDM est une marque déposée de Stratasys.
2. La matière liquide se solidifie en couches dans une zone prédéterminée. C'est ce que nous appelons habituellement SLA - Stereoscopic Imager. Matériau liquide (plastique) durci à la lumière (laser UV ou panneau LED, projecteur DLP).

3. Poudre fine frittée (comprimée et façonnée, non fondue) au laser. Cette technologie s'appelle SLS (Selective Laser Sintering) et par rapport aux deux technologies précédentes, elle est beaucoup plus chère.

Dans cet article nous allons nous concentrer sur le FDM/FFF
Composants de l'imprimante 3D FFF :
Toutes les imprimantes 3D FFF sont à peu près identiques. Ils comprennent généralement les composants suivants :
Extrudeuse
L'extrudeuse, ou tête d'impression, est conçue pour déposer des couches d'impression en extrudant du plastique fondu.
Tout d'abord, le filament entre dans l'extrudeuse par un tube PTFE. À ce stade, le filament est un plastique solide à température ambiante. Il passe à travers un dissipateur thermique, qui est conçu pour dissiper la chaleur loin de la barrière thermique et minimiser la zone de jonction entre le filament solide et le filament fondu. Les dissipateurs thermiques ont souvent des ventilateurs latéraux pour augmenter l'efficacité du refroidissement.
La barrière thermique est essentiellement un morceau de tuyau avec un filetage externe, plus étroit à une extrémité pour minimiser le diamètre autant que possible, de sorte qu'il y a moins de chaleur qui monte vers la zone où le filament doit rester solide.

Le bloc chauffant est fait d'un matériau conducteur, généralement de l'aluminium, et contient un petit élément chauffant électrique et une thermistance pour mesurer la température. Le matériau fondu dans le bloc chauffant est ensuite poussé plus loin et finalement à travers la buse.
Les buses peuvent être de différents diamètres et de nombreuses imprimantes permettent à l'utilisateur de remplacer la buse par une buse d'un diamètre différent.
Lit chauffant
Le chauffage est un élément important de toute imprimante 3D moderne qui doit être compatible avec autant de matériaux que possible. Le lit chauffant empêche les impressions de se déformer, de se déformer ou de se décoller de la surface.

Châssis
Le châssis est la structure de support de l'imprimante. Les cadres rigides et fabriqués avec précision ont un impact positif sur la qualité d'impression. Le cadre robuste et robuste minimise les vibrations et permet une impression plus rapide sans problèmes de qualité notables dans les impressions produites.

Moteur pas à pas
Le moteur pas à pas prend en charge le mouvement le long de tous les axes - cela inclut l'extrudeuse et le lit chauffant, tandis qu'un autre contrôle le mouvement du filament. L'avantage des moteurs pas à pas est que les pas peuvent être contrôlés avec précision.

Motherboard
La carte mère est un composant électronique avec des circuits intégrés qui contrôlent l'ensemble de l'imprimante. Sa fonction principale est de lire les fichiers d'instructions (GCodes) et de contrôler le moteur, la plaque chauffante et le bloc chauffant selon les instructions contenues dans GCode.

Les catégories d’imprimante FDM
Nous pouvons diviser les imprimantes 3D FDM / FFF en sous-catégories en fonction du mouvement de leurs axes dans un espace tridimensionnel.
L‘imprimante 3D cartésienne
L‘imprimante 3D cartésienne est nommée d‘après le système de coordonnées dimensionnelles XYZ. L‘extrudeur se déplace dans deux directions (X et Z), tandis que le plateau d‘impression se déplace le long de l‘axe Y.
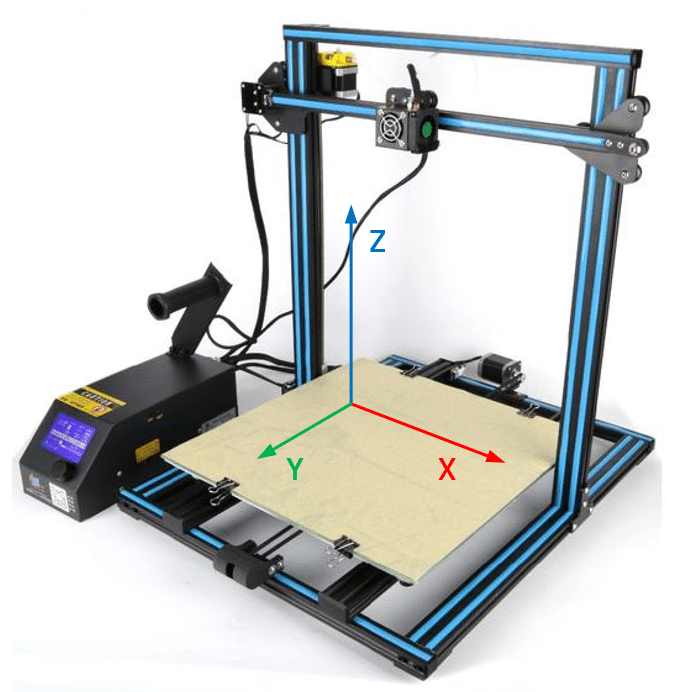
Cela signifie également que le plateau d‘impression est généralement de forme carrée ou rectangulaire. Dans nos formations nous utilisons la creality Ender 3.
Les imprimantes 3D Delta
Les imprimantes 3D Delta ont des mouvements d'extrudeuse contrôlés par trois bras mobiles, qui se rejoignent au niveau de l'extrudeuse. Deux des principaux avantages sont la vitesse d'impression élevée et le volume d'impression.

Cependant, l'imprimante nécessite un assemblage et un calibrage extrêmement précis. La forme de l'imprimante nécessite des calculs complexes pour le mouvement du moteur pas à pas de chaque bras.
Les imprimantes 3D Polar
Les imprimantes 3D Polar sont relativement rares. Ils sont basés sur un système de coordonnées polaires. L'extrudeuse se déplace sur deux axes et le lit d'impression tourne.
Le système est assez simple en termes de structure, cependant, la préparation du modèle est assez compliquée.
CHOISIR VOTRE IMPRIMANTE 3D
Pour choisir une imprimante 3D, il est important de réfléchir à l'utilisation. vous devez donc vous poser ces questions :
Quelle gamme de prix visez-vous ?
Quel est le support client pour l‘imprimante ?
Existe-t-il une communauté active sur cette imprimante ?
L‘imprimante est-elle open-source ?
Pouvons-nous acheter des pièces de rechange et des mises à niveau ?
Quels sont les coûts de fonctionnement ?
De quelle taille de surface d‘impression avez-vous vraiment besoin ?
De quel niveau de détail pour vos impressions avez-vous besoin ?
Une imprimante mono-matériau est-elle suffisante ou avez-vous besoin d‘une imprimante 3D multi-matériaux (ou même en couleur) ?
Nous vous recommandons la Creality Ender 3. Nous vous la fournissons dans notre formation. C'est une imprimante simple d'utilisation avec un prix très honnête. Elle possède une bonne surface d'impression. Néanmoins c'est une imprimante extrêmement bruyante.
LES ÉTAPES DE L‘IMPRESSION 3D
Le processus d'impression 3D se compose de trois étapes principales. Tout d'abord, vous devez obtenir un modèle 3D imprimable. Ensuite, vous devez le préparer pour l'impression, et enfin, la dernière étape est la commande d'impression.
Regardons tout cela d'un point de vue général. Ensuite, nous l'examinerons en détail.
La première étape consiste à obtenir un objet 3D, généralement sous la forme d'un fichier STL.
Cependant, ce format n'est pas reconnu par l'imprimante 3D et il ne peut pas être imprimé directement. Pour convertir un fichier STL, vous devez utiliser un outil spécialisé, communément appelé slicer.
Il existe différents types de slicer (trancheur) sur le marché, certaines sont gratuites, d'autres payantes et ils sont généralement compatibles avec un nombre limité d'imprimantes, vous devez donc choisir celle qui convient à votre machine.
Vous pouvez importer le fichier STL dans le slicer de votre choix, configurer les paramètres d'impression, et exporter le résultat final en "Gcode", qui est l'objet 3D d'origine découpé en fines couches et transformé en un ensemble de commandes de mouvement reconnu par l'imprimante 3D.
De plus, le trancheur insère des informations supplémentaires dans Gcode, telles que des informations sur la température, les paramètres de refroidissement etc....
Le gcode résultant est spécifique à l'imprimante, c'est pourquoi les objets 3D sont souvent partagés sous forme de fichiers STL. Les utilisateurs peuvent ensuite les subdiviser pour leur propre imprimante/fibre.
Etape n°1 : Procurez vous un modèle 3D
Pour cela vous avez trois options classez de la plus simple à la plus complexe :
- Télécharger un modèle 3D sur internet
- Créer vos propres modèles
- Scanner en 3D des objets réels

Voici une liste de site gratuit et payant pour vous procurer des modèles 3D
Thingiverse : Modèles gratuits
YouMagine : Modèles gratuits
Cults : Modèles gratuits et payants
MyMiniFactory : Modèles gratuits et payants
Pinshape : Modèles gratuits et payants
Créer vos propres modèles
Aujourd'hui, vous avez le choix entre une grande variété d'applications de modélisation 3D.
Il existe des applications simples et faciles à utiliser (et souvent en ligne) comme TinkerCad. Vous pouvez essayer la modélisation paramétrique avec OpenSCAD ou utiliser un outil vraiment professionnel comme le populaire Autodesk Fusion 360.

Toutes ces applications vous permettent de créer un modèle et de l'exporter sous forme de fichier STL. Nous nous recommandons Sketchup. Le logiciel est un bon compromis entre le pro et l'amateur.
Si vous développez votre propre modèle :
1. Essayez de minimiser le besoin d'assistance (support). L'imprimante 3D ne peut pas démarrer l'impression dans le vide. Pour économiser du temps et des matériaux mais aussi pour améliorer la qualité de surface de l'objet, essayez de concevoir l'objet de sorte que le besoin d'un support soit minimisé.
2. Réfléchissez bien au placement du modèle sur le lit d'impression. Les surfaces positionnées sur le côté ne seront pas aussi lisses que celles positionnées directement sur la plaque de construction.
3. L'impression à moins de résistance dans la direction parallèle aux couches d'impression que dans la direction perpendiculaire aux couches d'impression. Si vous savez que la pièce en cours d'impression subira certaines contraintes, gardez cela à l'esprit.
4. Envisagez de couper le modèle en plusieurs morceaux, puis trouvez le placement optimal pour ces pièces sur le lit de construction. Prenons l'exemple d'une sphère. Il est assez difficile de l'imprimer en une seule pièce, car la première couche qui entre en contact avec le lit d'impression est très petite. Vous pouvez ajouter des bordures et un support pour résoudre ce problème. Cependant, la qualité de surface sera affectée. Une solution possible est de couper la sphère en deux parties. Imprimez-les séparément puis collez-les ensemble.
5. Lors de la modélisation de pièces destinées à être assemblées, vous devez autoriser certaines tolérances. Vous ne pourrez pas combiner deux pièces de taille sans tolérances. Veuillez noter que vous devrez probablement expérimenter avec des tolérances jusqu'à ce que vous obteniez des résultats optimaux.
Il n'y a pas de valeur unique "taille unique" - tout dépend de la taille du modèle, de l'orientation horizontale ou verticale, de la géométrie des pièces à apparier, de l'étalonnage, des réglages, des matériaux et bien plus encore. Alors ne vous inquiétez pas si ce n'est pas parfait la première fois, il faudra quelques essais pour tout faire correctement - les imprimantes 3D sont conçues pour être d'excellentes machines pour la fabrication de matières premières après tout échantillon, alors veuillez le conserver jusqu'à obtenir le meilleur résultat.
Un exemple rapide : si nous voulons mettre une tige de 10 mm dans un tube, le diamètre du tube devra être supérieur de 0,15 mm sinon vous allez devoir limer votre modèle.
6. Un trou circulaire imprimé verticalement ne sera pas un cercle parfait. Pour de meilleurs résultats, imprimez des trous ronds horizontalement.
7. La largeur de la sangle simple lorsqu'elle est imprimée avec une buse standard de 0,4 mm est d'environ 0, 5 mm. Cela affecte la largeur totale des murs d'un modèle.
Numérisation 3D et photogrammétrie
La numérisation 3D et la photogrammétrie sont deux options populaires pour créer un objet numérique basé sur un objet réel. Les scanners 3D sont sur le marché depuis un certain temps, mais leurs prix élevés les rendent inaccessibles à l'utilisateur moyen. Le scanner le moins cher que vous pouvez obtenir coûte moins de 300 dollars et le plus cher dépasse largement les 9 000 dollars.

Tranchage
Le découpage est le processus de transformation d'un objet 3D en code machine appelé Gcode à l'aide d'un outil logiciel appelé Slicer. Cura est le logiciel de Slicer le plus populaire. Les données impliquées dans le processus de génération de Gcode ne sont pas seulement liées aux objets 3D, mais ont également différents paramètres qui ont également leur utilité. Ils peuvent affecter le Gcode/l'impression de différentes manières, telles que la durabilité du modèle, le niveau de détail ou la vitesse d'impression.
Il peut également modifier des objets - redimensionner, faire pivoter, recadrer et de nombreux autres outils sont disponibles. Enfin et surtout vous pouvez utiliser les slicers pour positionner l‘objet / les objets sur la surface d‘impression virtuelle. Le logiciel est aussi important que le matériel, en d‘autres termes de bons réglages de découpage sont indispensables pour obtenir une impression 3D réussie.
Il y a de nombreux slicers disponibles, chacun d‘entre eux ayant ses avantages et ses inconvénients. La plupart d‘entre eux sont disponibles gratuitement. Les débutants devront sûrement se limiter aux slicers qui proposent des profils de découpage prédéfinis pour leurs imprimantes.
Lorsque vous vous sentez satisfait d'un outil qui facilite votre travail, vous pouvez télécharger d'autres logiciels et effectuer plus de tests. Presque tous les fabricants d'imprimantes 3D ont leur propre slicer spécifiquement configuré pour leur gamme d'imprimantes.
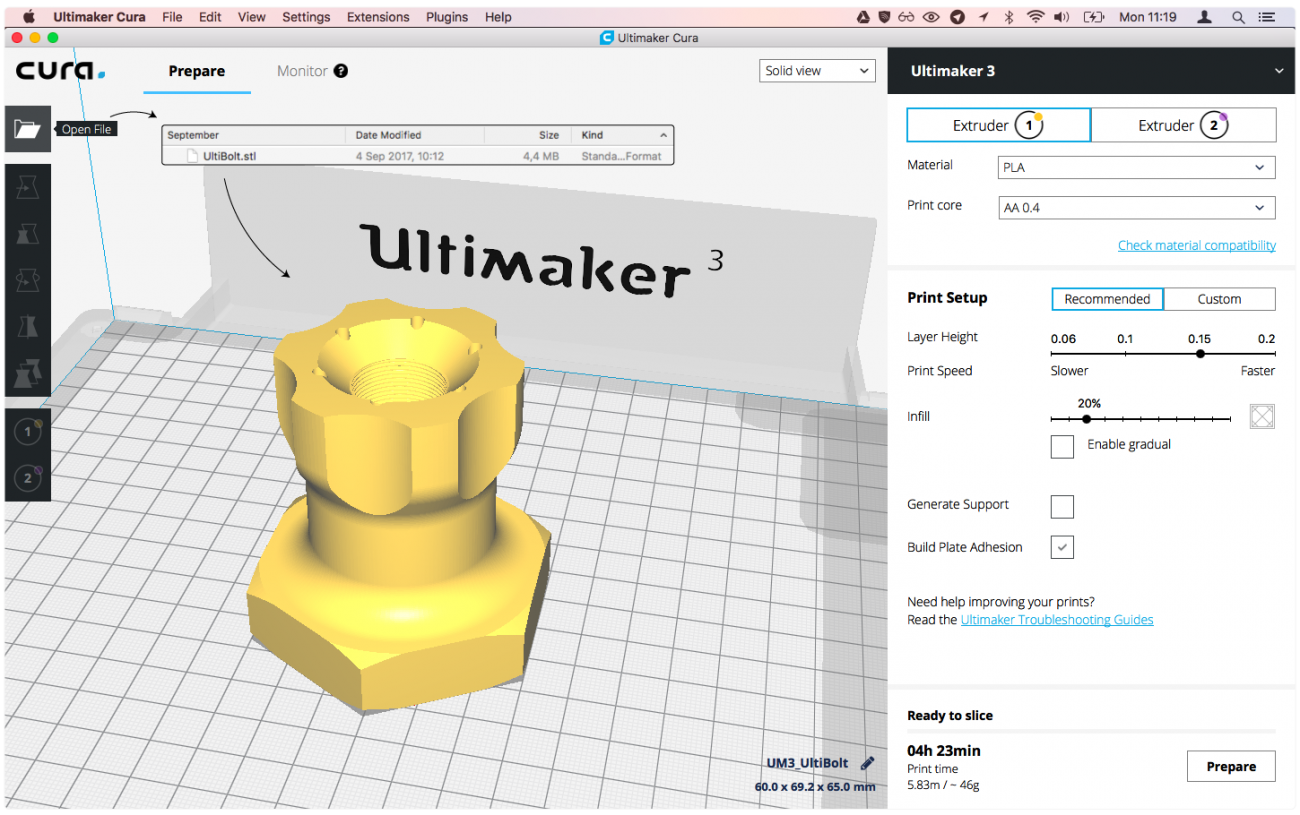
Cura :
Cura est un logiciel de découpage développé par Ultimaker, un fabricant d'imprimantes 3D. C'est le choix le plus populaire pour les propriétaires d'imprimantes 3D Ultimaker. Cependant, le programme propose également certaines configurations pour d'autres marques d'imprimantes 3D.
Caractéristiques :
Gratuit et Open Source
L'interface simple convient aux débutants, cependant, il existe également des paramètres avancés.
Profile est optimisé pour
matériaux officiels et
imprimantes 3D Ultimaker.
Le paramètre d'impression
est spécifique à l'objet, le
permet de positionner plusieurs objets sur le même lit d'impression, chacun avec sa propre configuration.
Aperçu du modèle 3D en tranches au format Gcode.
Affiche un récapitulatif détaillé du temps d'impression pour chaque partie du modèle (périmètre, support, ancrage et autres).
Slicer réglage de base
Températures du filament et de la plaque texturée
Chaque fabricant de filament définit la plage de température optimale pour son filament. Nous vous recommandons de respecter les valeurs recommandées. Une modification de la température d'impression entraîne une modification des données d'impression.
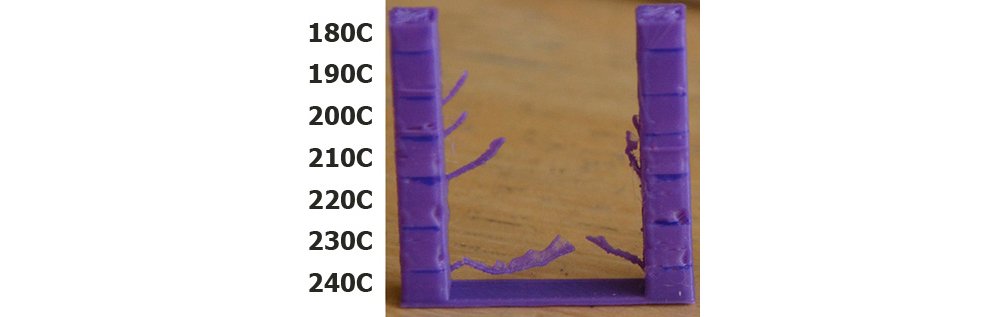
Les températures de la buse et de la plaque de texture se situent généralement respectivement entre 200 ° C et 220 ° C et 60 ° C et 100 ° C. Il y a un impact massif sur le temps d'impression et la finition de surface globale d'un objet. Une valeur plus élevée permet une impression plus rapide mais des couches plus visibles sur la surface de l'objet.
Cet effet est particulièrement visible sur les surfaces presque parallèles à la plaque de construction. La plupart du temps, une hauteur de couche de 0,15 mm à 0,20 mm sera préférée. La hauteur de couche inférieure permet des impressions plus détaillées (couches moins visibles), mais des temps d'impression plus longs.
Murs verticaux / Périmètre
Les murs extérieurs du modèle et en définissant des murs verticaux, nous ajustons la quantité de périmètres qui seront présents. L'épaisseur de paroi résultante peut être approximée comme suit : nombre de circonférences x diamètre de la buse.
Vous pouvez en savoir plus sur les périmètres dans notre guide sur blog.prusaprinters.org/perimeters.
Murs horizontaux / Couches solides - utilisé pour configurer le modèle pour combien de couches supérieures et inférieures seront complètement solides (remplissage à 100 %).
Remplissage
Le remplissage va affecter le temps d'impression, la résistance de l'objet imprimé et le filament consommé. Le remplissage est défini sous forme de pourcentage, où 0 % indique un objet complètement vide.
Racks
Ce sont des structures d'échafaudage qui supportent des porte-à-faux ou des pièces qui commencent dans le vide. Les supports sont conçus pour être faciles à retirer, mais ils peuvent laisser des marques sur le modèle.
notre objectif est de minimiser la quantité de support en faisant pivoter l'objet (ou même en le redessinant) pour obtenir une orientation optimale, où seul un support (le cas échéant) est nécessaire. Le fait qu'il y ait moins de support signifie des impressions plus rapides et un meilleur modèle dans l'ensemble.
Pontage
C‘est le seul cas de figure où l‘imprimante peut imprimer dans le vide sans support sous la couche. C‘est un cas spécifique, néanmoins. L‘extrudeur peut tirer une ligne de plastique extrudé en ligne droite entre deux points solides. Cela signifie aussi que le pont doit être parfaitement parallèle à la plateforme d‘impression.
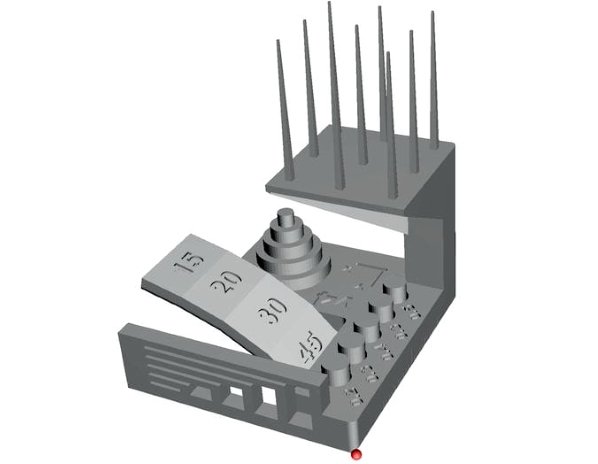
La longueur maximum du parcours du pont est également déterminée par les capacités de refroidissement de votre imprimante.
Bordure
Afin d‘augmenter l‘adhérence de l‘objet imprimé au plateau d‘impression (par exemple en imprimant des objets fins ou petits), il est recommandé d‘utiliser une bordure. C‘est une surface plate additionnelle qui va empêcher l‘objet de se déformer/détacher au beau milieu de l‘impression. Elle peut facilement être retirée quand l‘impression est terminée.
Jupe
Contrairement à la bordure, la Jupe ne touche pas l‘objet. C‘est un fin mur autour de l‘objet imprimé et il possède habituellement plus d‘une couche. Il est couramment utilisé lors de l'impression avec de l'ABS, qui a tendance à rétrécir et à se fissurer en refroidissant. L'ajout d'une jupe créera un microclimat qui empêchera la circulation de l'air frais. Autre utilisation de la jupe : vous pouvez la tester pour vérifier si la première couche colle bien et ajuster la valeur Live Z sinon.
Refroidissement
Il est important de refroidir activement vos objets imprimés. En particulier les structures fines et grandes qui n'ont pas le temps de se refroidir, car l'extrudeuse a tendance à rester au même endroit pendant de longues périodes.
Paramètres avancés
Il existe une foule d'autres paramètres que vous pouvez affiner et ajuster : vitesse circonférentielle, rembourrage et plus encore. Ces paramètres sont généralement des paramètres d'usine par défaut, il n'est donc pas nécessaire de les modifier.
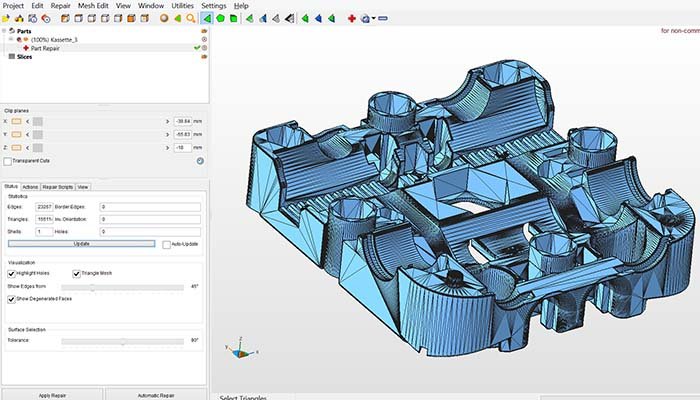
Préparation de la surface
Le développement des imprimantes 3D a également impliqué différentes versions de la surface d'impression. À l'origine, seuls des panneaux de construction en verre standard
ou à revêtement miroir ont été ajoutés sans chaleur ajoutée. Pour favoriser l'adhérence, du jus d'ABS (petits morceaux d'ABS dissous dans de l'acétone) a été utilisé. D'autres options consistent à utiliser de la colle de peintre ou de la colle.
Cela signifie que l'utilisation de l'imprimante peut parfois être salissante. Puis le film PEI a été découvert et tout a changé. Ce type de surface ne nécessite aucune préparation longue ou compliquée - il doit simplement être maintenu propre et dégraissé.
Il est compatible avec une large gamme de matériaux et le seul moment où vous devez utiliser de la colle est lors de l'impression avec du PET. Dans ce cas, la colle agit comme un séparateur, car l'adhérence du PET peut parfois être trop forte, ce qui le rend difficile à retirer de la barquette.
Démarrer l'impression
Démarrer l'impression signifie envoyer le Gcode généré à l'imprimante 3D. Voyons quelles sont les options possibles.
Au cours d'une tâche d'impression, l'imprimante doit lire les instructions Gcode de manière séquentielle. Si, pour une raison quelconque, l'imprimante 3D ne peut plus lire le Gcode, l'impression échouera définitivement. C'est pourquoi l'utilisation d'une carte SD ou d'une clé USB (ou d'un support similaire) - ce support est toujours présent dans l'imprimante 3D et l'imprimante peut en lire les données sans interruption.
Comme alternative, la peut connecter l'imprimante directement à un PC à l'aide (généralement) d'un câble USB. Une application spéciale, telle que Pronterface, alimente ensuite les données vers l'imprimante 3D depuis le PC, même pendant plusieurs heures dans le cas d'impressions longues.
Le gros inconvénient est que l'ordinateur doit exécuter tout le processus et que certaines choses peuvent mal tourner (attendre/redémarrer/planter, etc.) et le processus sera alors interrompu, ce qui entraînera une absence d'impression. La connexion directe à l'ordinateur n'est pas recommandée.
Les objets imprimés en 3D
Post-traités sont généralement prêts à l'emploi une fois l'impression terminée cela concerne principalement les pièces fonctionnelles. Si vous avez des exigences particulières pour la surface de l'objet ou son apparence en général, vous devez modifier la surface en utilisant différents moyens. C'est ce qu'on appelle le post-traitement.
Le post-traitement couvre un large éventail de techniques, de matériaux, d'outils et de processus

dans le but de lisser la surface d'un objet, de le colorer ou de lui donner une apparence généralement belle. Les modèles en plastique peuvent être poncés (l'utilisation d'une ponceuse électrique endommage souvent le modèle en raison de la chaleur élevée générée par un frottement excessif), lissés avec du mastic, recouverts d'un top coat, contrecollés, peinture acrylique ou spray... Cependant, l'ajout de matériaux supplémentaires au modèle peut faire disparaître de petits détails.
Les modèles collés et lisses avec acétone
ABS et ASA sont des matériaux solubles dans l'acétone. Cette propriété peut également être utilisée pour coller des modèles entre eux : badigeonnez les surfaces que vous souhaitez coller avec un peu d'acétone et pressez-les ensemble.
L'acétone peut également être utilisée pour lisser la surface des modèles imprimés en 3D. Vous pouvez plonger le modèle dans de l'acétone pendant quelques secondes (500 secondes) ou vous pouvez placer le modèle dans un récipient scellé contenant de l'acétone au fond - l'objet ne touchera pas le liquide, mais la vapeur lissera la surface.
Les différents filaments
Alors que les imprimantes 3D deviennent de plus en plus populaires, les fabricants produisent également de nouveaux filaments de différentes couleurs ou avec des propriétés spéciales.
Actuellement, la gamme de filaments disponibles est assez large et vous pouvez choisir parmi de nombreux matériaux : le PLA est facile à imprimer et très populaire, le PETG est populaire et adapté à l'impression de pièces mécaniques, l'ABS est un matériau composite très durable et résistant à la chaleur, imitant l’aspect bois ou cuivre, microfibres phosphorescentes, matériaux souples et flexibles et bien d'autres encore.
Chaque filament nécessite des paramètres d'impression spécifiques, ce qui signifie que le même matériau de deux fabricants différents peut avoir des exigences d'impression différentes. Il est même possible que le filament d'un fabricant ait des exigences d'impression différentes en raison de sa couleur (par exemple PLA rouge ou bleu).
Pour la meilleure qualité possible lors de l'impression, référez-vous toujours à la température d'impression recommandée par le fabricant.
Si vous débutez dans l'impression 3D, la chose la plus importante par laquelle vous devriez commencer est de vous familiariser avec les matériaux "de base" et de découvrir à quelles situations ils conviennent le mieux. Le matériau le plus simple à utiliser est le PLA. Supposons que le filament PLA est la base de notre guide et comparons-le à d'autres matériaux courants.
PLA
Le PLA est probablement le filament le plus utilisé en général.
Il y a plusieurs raisons à cela :
C'est facile à imprimer. Il a un bel état de surface ainsi qu'une finition acceptable sur les supports principaux et les porte-à-faux. Il convient à l'impression de petits et grands modèles. Il n'y a pas d'odeur désagréable lors de l'impression.
Il a une faible dilatation thermique par rapport à d'autres matériaux. Il ne se déforme pas et colle correctement au fond. Il convient donc à l'impression de gros objets. La gamme de couleurs du PLA est très large.

C'est l'un des matériaux les plus économiques. Alors pourquoi utiliser d'autres matériaux ? Le PLA est dur et cassant. Il a tendance à se casser et à se désagréger sous la pression. Le PLA n'a pas une bonne résistance à la chaleur et il commence à se ramollir à 60°C, ce qui en fait un mauvais choix pour imprimer des choses comme les supports de téléphone de voiture.
Comparé au reste des matériaux courants, le PLA est le moins résistant aux intempéries. Dans les trois situations, le PETG et l'ASA sont de meilleurs choix.
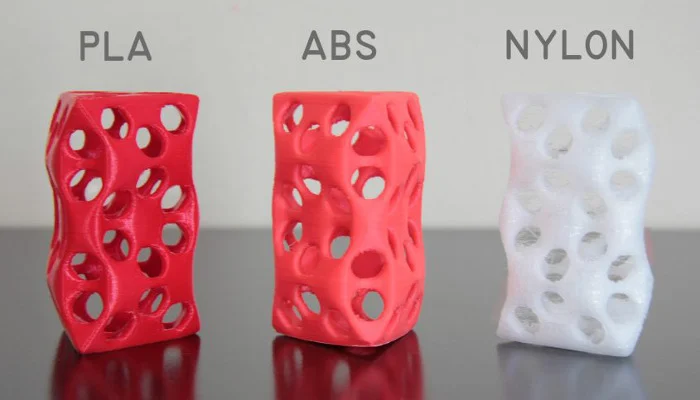
PETG, ASA et ABS
Ces trois matériaux sont plus flexibles que le PLA, ce qui signifie qu'ils fléchissent légèrement sous la pression et ne se cassent pas instantanément. Sur l'échelle des matériaux les plus faciles à imprimer, de
Au plus difficile, le PETG se situe entre le PLA et l'ASA/ABS.
Le problème avec ASA et ABS est leur dilatation thermique. Ces matériaux ont tendance à se tordre et à se déformer pendant le processus d'impression, ce qui les fait tomber du lit d'impression - en particulier les gros objets qui ont tendance à se déformer et à fléchir, ce qui les rend en fait plus difficiles à imprimer.
De plus, l'ASA et l'ABS dégagent une odeur très forte lors de l'impression, ce qui est beaucoup plus important que le PETG ou le PLA. D'autre part, comparé au PLA, le PETG a une finition de surface plus brillante, mais il a également tendance à produire de petits filaments lors du mouvement de l'extrudeuse.

ABS a été le premier matériau largement distribué pour l'impression 3D. Au fur et à mesure que l'industrie se développait, de nouveaux matériaux plus performants sont apparus sur le marché. L'ASA est considéré comme le successeur de l'ABS. La plupart de leurs propriétés sont identiques, même si l‘ASA est meilleur sous certains aspects. L‘ASA est un matériau UVstable et il a également une expansion thermique moins importante, ce qui le rend plus facile à imprimer (comparé à l‘ABS).
Une autre chose qu‘il faut souligner, c‘est que les impressions en ABS ou en ASA peuvent être lissées à l‘aide de vapeurs d‘acétone.
Voilà qui couvre le PLA, le PETG, l‘ASA et l‘ABS. Ce sont de bons matériaux pour l‘impression 3D d‘une façon générale. Mais vous recherchez peut-être quelque chose de plus. Jetons un coup d'œil à certains matériaux qui sont utilisés moins souvent, mais qui présentent des caractéristiques intéressantes - ils ont cependant tendance à être trop chers.
Les matériaux FLEX
Ductile représentent un grand groupe de fibres spéciales aux propriétés flexibles. Ces matériaux ressemblent un peu à du caoutchouc lorsque vous les pliez, ils ne se cassent pas. Les matériaux ductiles ont différents degrés de rigidité. Plus le matériau est doux ("twistable"), plus il est difficile à imprimer.

Les fibres flexibles peuvent être utilisées pour imprimer des roues de voitures RC, des étuis de téléphone, des amortisseurs. Cependant, gardez à l'esprit que les objets imprimés ne sont pas aussi collants que le caoutchouc. En d'autres termes, pour les voitures miniatures RC, les pneus commerciaux offriront de meilleures performances.
Matériau composite
Le matériau composite (pierre, bois, matériau en cuivre et autres) est principalement composé de plastique avec des matières premières secondaires sous forme de poudre. Ces fils sont intéressants principalement en raison de leur apparence, car ils peuvent imiter différents matériaux.
Cependant, ils sont souvent très abrasifs - vous devez utiliser des buses renforcées si vous prévoyez d'imprimer assez souvent avec ces filaments. Aussi, pour l'impression de composites bois, nous conseillons d'utiliser une buse de plus grand diamètre (0,5 ou 0,6 mm), sinon la pulpe de bois risque de boucher la buse.
Autres matériaux
PP
Il est plus résistant à la chaleur que l'ABS et le PLA. Résistant aux produits chimiques, flexible, difficile à adhérer à la surface imprimée.
Nylon
C'est un matériau solide et robuste avec une super adhérence entre les couches. Le nylon est résistant aux frottements, il est donc bien adapté aux pièces mécaniques, mais il est aussi hygroscopique (qui aspire l'humidité de l'air), ce qui a un effet négatif sur les impressions.
Conclusion
Pour les personnes hésitantes à se lancer dans l’impression 3D, sachez que nous proposons une formation avec un coach individuel et nous allons vous fournir tout le matériel nécessaire. Vous pouvez faire financer cette formation à 100% par votre Compte Personnel de Formation.
Si vous travaillez, vous avez à coup sur un Compte Personnel de Formation. Si vous avez des questions sur l’impression 3D ou si vous souhaitez avoir des renseignements, envoyez nous un message ou appelez-nous, nous serons heureux d’échanger avec vous.
ou alors