Warping impression 3D : 10 solutions pour l’éviter
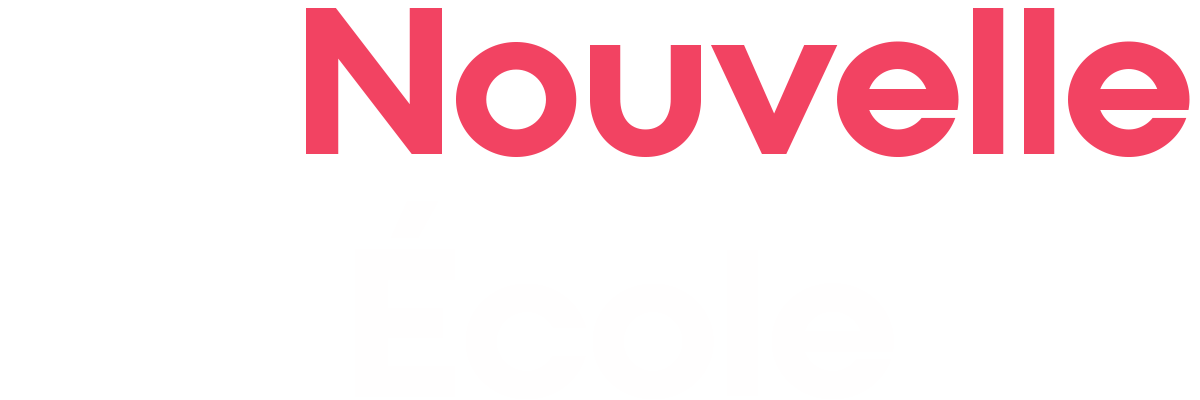
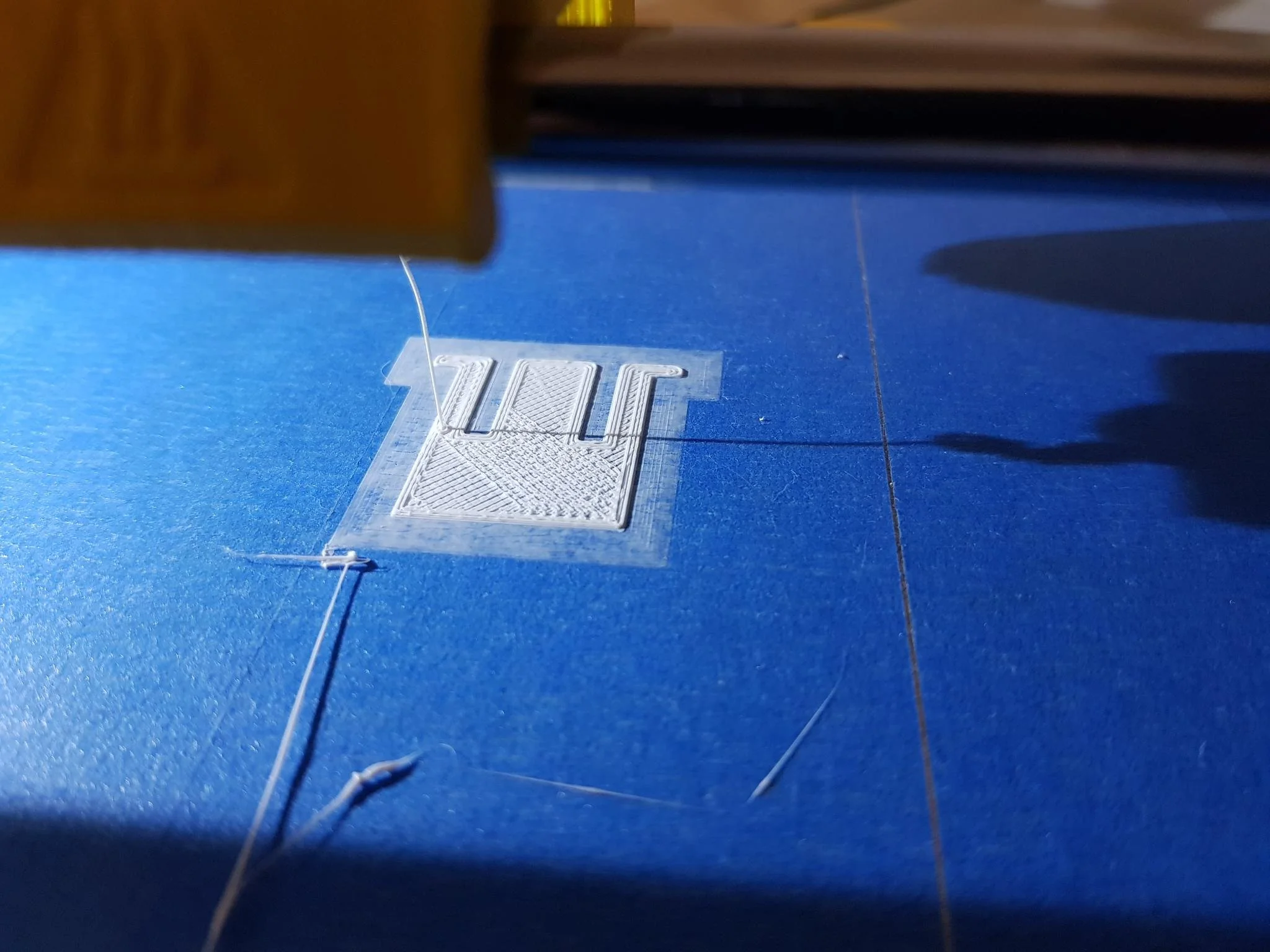
Le warping, aussi nommé curling ou gauchissement en bon français est un problème classique dans l’impression 3D FDM. Le warping est dû à une réaction thermique qui provoque une rétractation du plastique durant le refroidissement. Votre pièce va donc se décoller de votre plateau sur sses bords et la pièce va se déformer.
Généralement le problème de warping apparaît durant des impressions en ABS (Acrylonitrile Butadiène Styrène) ou des impressions en nylon, ce sont des filaments à base de pétrole extrêmement prisées pour leurs propriétés mais avec des températures d’extrusion importantes. Par exemple, la température d’extrusion de l’ABS est entre 240° à 260° en comparaison, du PLA est entre 180° et 220°, le filament est donc sujet au warping car les différences de température sont importantes.
Exemple de warping
Pour limiter le problème de warping voici 10 recommandations à mettre en place. Elles sont classées de la plus simple à la plus compliquée.
1° Garder une température constante dans votre pièce d’impression
Je sais que nous vous avons déjà conseillé de bien aérer votre pièce durant vos impressions 3D pour éviter les vapeurs et les micros particules, car nous pensons à votre santé et à votre sécurité. Mais en réalité ce n’est pas l’idéal pour la qualité de votre pièce. Si la température de votre pièce d’impression est trop basse, le filament ABS va se refroidir trop rapidement et risque de provoquer du warping. Aussi, si la température de la salle change régulièrement, alors vous allez avoir des différences de qualité sur votre pièce.
Nous vous invitons à imprimer loin des courants d’air, des fenêtres et des pièces mal isolées et à privilégier des imprimantes fermées. Si vous avez les moyens vous pouvez investir dans des caissons thermiques ou alors des housses de protection moins onéreuses. Le caisson ou la housse va vous aider à maintenir une température constante autour de votre pièce et réduire les risques de gauchissement.

Exemple de caisson isolant
2° Modifier vos paramètres de votre impression 3D
Trois facteurs font jouer dans le paramètre de vos créations pour limiter le gauchissement. Votre vitesse d’impression, votre température d’extrusion et la ventilation. Si vous imprimez votre pièce trop rapidement alors votre plastique va se refroidir trop rapidement et vous aurez des problèmes dans l’adhérence de vos inter-couches.
Vous pouvez aussi augmenter la température de la première couche pour faciliter l’adhérence du plateau. Pour rappel si vous utilisez Ultimaker Cura, ces réglage se trouvent dans Matériau et température de la couche initial. Vous pouvez l’augmenter de 10° par exemple. Vous pouvez aussi réduire voire couper la ventilation (pour rappel dans la partie refroidissement de Cura) pour baisser le risque de choc thermique. Je trouve cette méthode risquée car cela peut endommager votre pièce voire votre machine.

Paramètres de Cura
Un autre paramètre sur lequel vous pouvez avoir un impact est le réglage de votre axe : si votre axe Z est trop haut, il se peut que le filament ne peut correctement se déposer sur le plateau. Si c’est le cas, réduisez l’axe de quelques virgules de millimètres jusqu'à trouver la bonne première couche sans risque de décollage.
Dans tous les cas, ces réglages doivent être effectués avant l’impression de votre pièce avec des pièces de tests. Pour rappel vous pouvez utiliser des pièces de tests très facilement via l’extension Calibration Shapes de 5 axes.
3° Brim ou bordure
Le Brim, ou en français la bordure et une fine couche que l’on va imprimer tout autour de l’objet. La bordure va élargir la première couche d’impression pour essayer d’absorber au maximum les déformations et d'accrocher au mieux la pièce. La bordure est assez facile à retirer au contraire du radeau mais elle aussi moins efficace si vous avez une pièce avec une petite surface de contact, je vous le déconseille car cela ne risque pas de suffire.
Brim
Si vous êtes dans Cura, pour activer ce paramètre vous devez aller dans adhérence du plateau et dans type d’adhérence du plateau : choisir bordure. Vous pouvez aussi jouer sur la longueur de la bordure. Plus cette dernière est longue, mieux la pièce sera fixée.
4° Rafts ou radeau
Le rafts ou radeau en français est tout simplement une super bordure. Le radeau est généralement composé de 4 couches que l’on va imprimer sous votre pièce. Elle permet d’offrir une meilleure surface d'accroche et d’améliorer l'adhérence du plateau.

Raft
Le paramétrage se trouve dans la même catégorie que la bordure. De plus vous avez un grand nombre de paramètres sur lequel vous allez pouvoir jouer si votre radeau n’est pas suffisant. Plus votre radeau est solide, plus vous limiterez le risque de warping. Mais malheureusement le radeau peut être difficile à retirer de votre pièce et peut laisser des marques.
5° Plateau chauffant pour un refroidissement lent
Désormais le plateau chauffant est présent sur la plupart des machines. Donc j’ai hésité à l’ajouter à la liste des solutions. Pour l’impression 3D ABS le plateau chauffant est quasiment obligatoire.

Plateau chauffant
Si vous avez une machine d’entrée de gamme, restez sur du PLA. Le plateau chauffant va permettre d’accrocher la matière et de refroidir la pièce plus lentement. Vous pouvez régler votre plateau entre 60° et 110° selon le type de filament. Si vraiment vous n’avez pas de plateau chauffant, regardez si vous pouvez en acheter séparément.
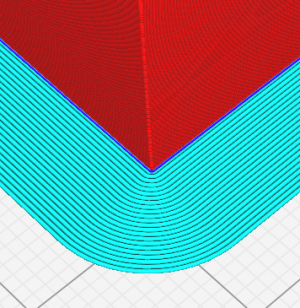
6° La colle
Une solution simple et efficace est d’appliquer un stick de colle sur la surface du plateau. Vous pouvez utiliser une simple colle UHU. C’est donc très bon marché en comparaison à d’autres techniques. La solution fonctionne avec toutes les surfaces même les plateaux de verre ou en céramique.
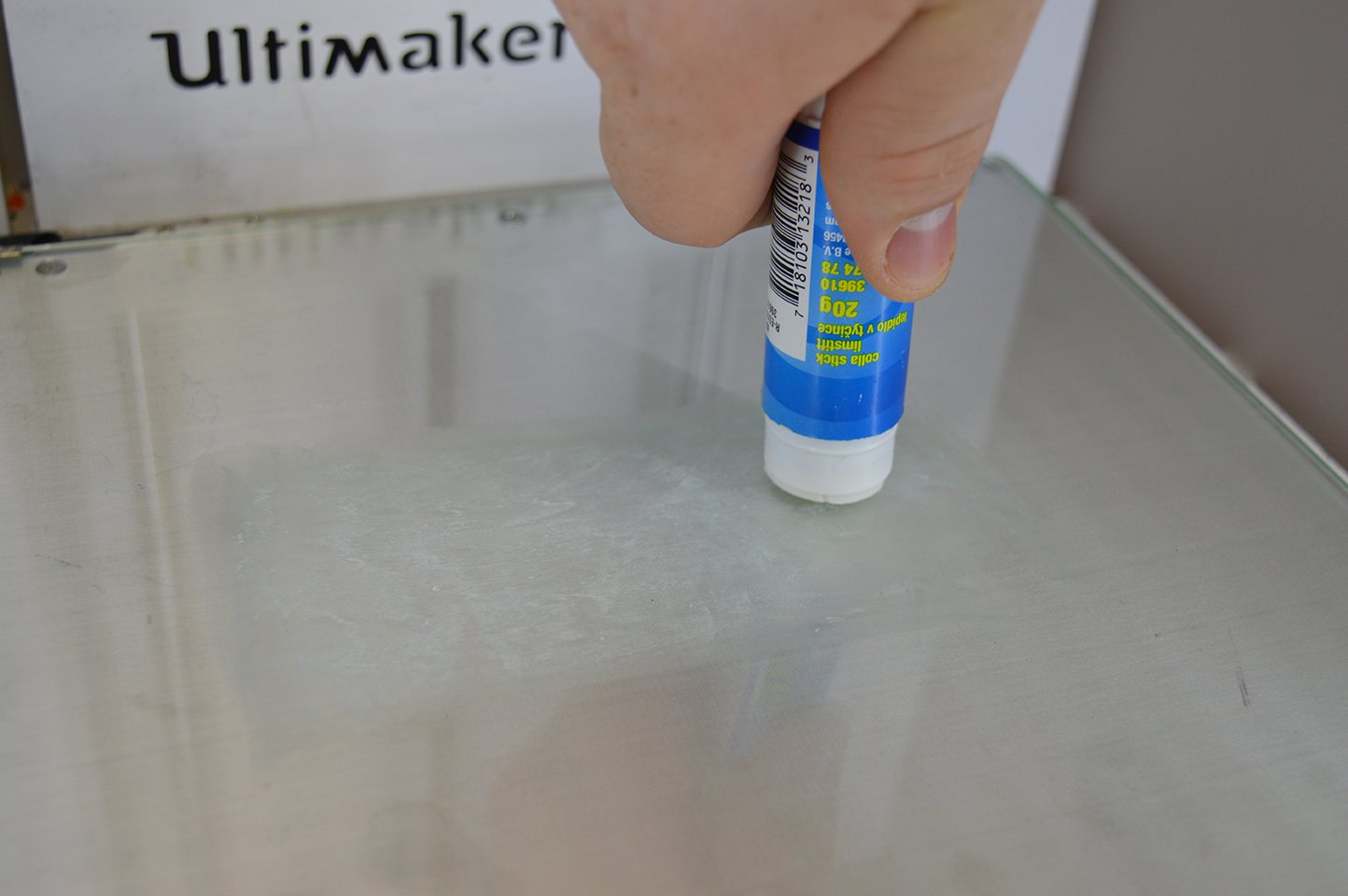
Colle sur plateau de verre
Pour obtenir un bon résultat il faut appliquer la colle de manière uniforme en évitant au maximum les amas de colle. Si vous n’arrivez pas à l’appliquer correctement, vous pouvez utiliser une colle néoprène en bombe à une dizaine d’euros. Avec la bombe vous pourrez l'appliquer la colle facilement de manière uniforme.
Si jamais les colles grand publiques ne fonctionnent pas correctement, des colles dédiées à l’impression 3D ont été développées. Vous pouvez en trouver pour une quinzaines d’euros. La colle va s’activer sous l’effet de la chaleur et se décoller durant le refroidissement. Le problème de la colle est évidemment qu’il faudra nettoyer correctement votre plateau après chaque impression.
7° Les sprays et les laques
Si votre pièce est encore soumise au warping vous pouvez appliquer de la laque à cheveux pour augmenter l’adhérence de vos pièces avec le plateau. Il existe aussi des laques dédiés à l’impression 3D comme la 3DLac. Vous pouvez l’acheter pour une dizaine d’euros dans des magasins spécialisés.

3DLac
8° Un revêtement pour plateau
Vous pouvez vous les procurer dans des magasins spécialisés de surface d'accrochage. Il en existe désormais pas mal sur le marché entre 6 à 20 euros. Il se présente sous une sorte de feuille adhésive. Il existe plusieurs revêtement suivant la taille de votre machine.
Les avantages sont qu’ils protègent votre plateau et qu’ils sont bien plus simple de mise en place que la technique du ruban. Le support permet d'avoir une excellente liaison entre la pièce en ABS et votre plateau. Le revêtement est résistant et durable, il peut donc être réutilisé. En plus vous n’avez pas besoin de changer la surface d'impression si vous imprimez d’autres matériaux.

Revêtement pour plateau
Attention tout de même à bien enlever les bulles d'air avant de déposer le revêtement.
9° Le ruban adhésifs
Si vous avez une mauvaise surface de plateau, cette dernière peut expliquer vos problèmes de retrait. Vous pouvez améliorer l’adhérence du plateau en appliquant simplement du ruban adhésif. Soit du ruban de masquage bleu à une dizaine d’euros si vous avez un plateau froid, soit si vous avez un plateau chauffant du ruban Kapton avec une excellente résistance thermique (jusqu'à 270°C) mais le prix est d'une cinquantaines d'euros pour une bobine. Vous devez appliquer correctement le ruban en retirant les bulles d'air sur l'ensemble du plateau. Pour retirer les bulles vous pouvez utiliser une règle en métal voir même une carte de crédit.
Impression sur du ruban kapton
Si le ruban n'est pas correctement installé la force du warping peut être telle quelle peut embarquer votre pièce et votre ruban. Suivant votre modèle de plateau vous pouvez essayer d'appliquer une partie de l’adhésif en dessous du plateau.
10° Jus d’abs
Alors le jus d’ABS c’est la recette de grand-mère pour lutter contre le gauchissement. Vous commencez à comprendre le principe, le but est toujours le même : coller au maximum votre pièce au plateau. Pour cela vous devez vous procurer 100 ml d'acétone et 10g de filaments ABS. Vous mixez le tout dans un bocal en verre. Votre ABS va se dissoudre et vous allez obtenir un liquide opaque que vous allez pouvoir étaler sur votre plateau chaud à la température d’impression.
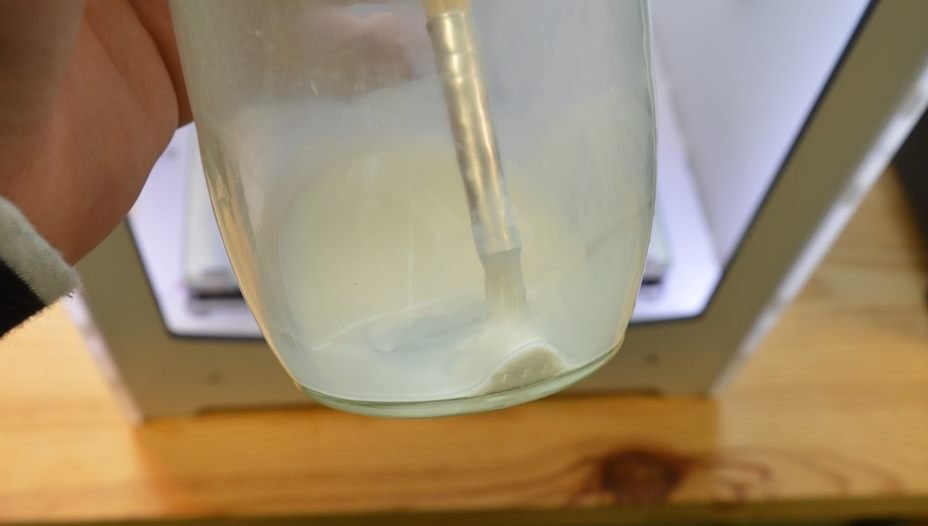
Liquide d’ABS
Pour éviter d’avoir des marches de jus d’ABS sur votre figure terminée vous devez utiliser un ABS de la même couleur que votre impression 3D. Attention néanmoins au vapeurs d'acétone c’est très mauvais pour la santé.
Conclusion
Normalement en appliquant ces techniques vous devriez réduire ou au mieux limiter le warping de vos créations. Si vous souhaitez vous perfectionner dans l’impression 3D, n'hésitez pas à vous inscrire à nos formations. Elles sont toujours personnalisées et nous pourrons, si vous le souhaitez, aborder les problématiques de warping.