Terme et info à connaître en impression 3D
Il est facile de se perdre dans les termes en impression 3D. Voici l'explication pour la plupart.
Technologie :
Impression FDM :

Le FDM est le type d’imprimante le plus populaire.
Le fonctionnement est assez simple. Le filament va être fondu puis être déposé couche après couche pour former un objet.
Avec ce type d’imprimante vous pourrez utiliser une grande variété de matière comme du PLA, du PETG, de l’ABS avec chacun ces avantages et ces défauts et vous pourrez facilement imprimer de gros objets.

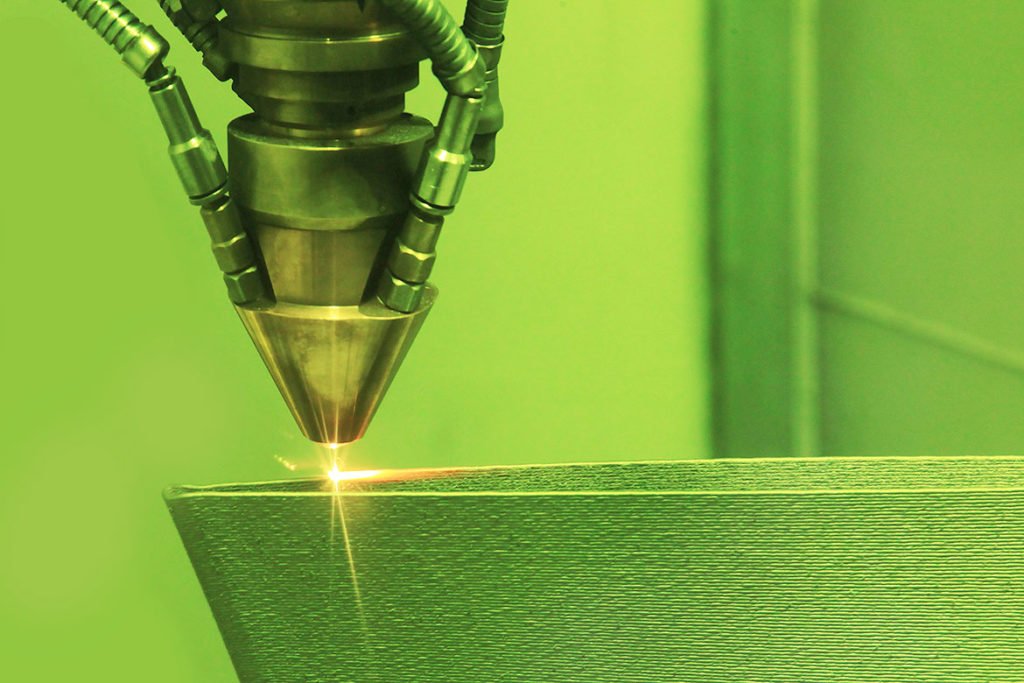
Impression SLA :
Contrairement aux imprimantes 3D FDM le SLA fonctionnant avec des bobines de filament qui vont ajouter par dépôt de fil fondu des couches de matière pour former un objet final.
Les imprimantes 3D SLA vont solidifier de la résine liquide en exposant cette dernière à un laser. L’imprimante pourra ainsi sélectionner certaines zones de manière précise. Une fois la couche solidifiée l’imprimante va monter cette dernière et réitérer le procédé.
L’intérêt de cette technologie d’imprimante est de permettre de faire des objets plus précis qu'avec une imprimante 3D FDM, idéal pour la création de maquette ou de figurine par exemple.
Partie de l'imprimante :

Buse :
La buse est un élément important de la tête d'impression de l'imprimante 3D. La buse est en fait un petit tube métallique avec un trou à une extrémité qui détermine la taille du filament fondu qui sort de la buse.
La plupart des buses sont en laiton. Mais il en existe en acier inoxydable ou en acier trempé permettant de résister aux températures élevées.
La taille de la buse détermine la quantité de filaments qui peut être extrudée par l'imprimante à un moment donné. Les buses standard ont des diamètres allant de 0,4 millimètre mais il en existe des plus grandes ou des plus petites. Une buse plus grande permet de produire des impressions plus rapides, mais avec moins de détails et pour les buses plus petites cela sera l’inverse. La buse demande un entretien important pour éviter toute obturation.

Extrudeur Bowden :
L'extrudeur Bowden est composé d'un tube en plastique souple qui relie l'extrudeur au bloc de chauffage et à la buse d'extrusion. Le filament en plastique est poussé à travers le tube Bowden par un moteur situé dans l'extrudeur, qui se trouve généralement à l'arrière de la machine.
L’intérêt du Bowden est de réduire le poids sur la tête d'impression, permettant de maintenir une bonne précision lors d’impression à vitesses élevées. Ce type d’extrudeur permet aussi de réduire le bourrage et la friction. Malheureusement le Bowden peut provoquer une légère dilatation du filament, ce qui peut entraîner un décalage entre l'extrudeur et la buse d'extrusion.
Cela peut être particulièrement problématique pour les impressions nécessitant une grande précision ou des supports complexes.

Extrudeur Direct Drive :
L'extrudeur Direct Drive est un des deux grands types d'extrudeurs. Contrairement à un extrudeur Bowden, le Direct Drive est directement attaché à la tête d'impression. Il est donc plus compact.
Le filament est poussé directement dans la buse, permettant un contrôle plus précis et une meilleure réactivité du filament. C’est donc très pratique pour les filaments flexibles ou difficiles à imprimer, nécessitant une pression plus précise pour une impression réussie.
L'extrudeur Direct Drive est alimenté par un moteur pas à pas ou un servo-moteur pour pousser le filament à travers la buse.
Cependant, avec le poids supplémentaire sur la tête d’impression le Direct Drive peut engendrer des problèmes de qualité d'impression si la vitesses d’impression est trop élevées.

Tube PTFE :
Le tube PTFE permet de guider le filament en plastique fondu de la bobine jusqu'à la buse d'extrusion. PTFE est l'abréviation pour polytétrafluoroéthylène. C’est un matériau très résistant à la chaleur et aux produits chimiques.
Le tube PTFE peut résister jusqu'à 260 degrés sans fondre ou se dégrader. Le tube est lisse et non adhérent, cela permet au filament de glisser facilement à travers le tube et d'éviter les obstructions ou les bouchons dans la buse.
Il est facile à remplacer et est disponible à moins de 10 euros dans une variété de tailles pour s'adapter à chaque imprimante FDM.
Matière

PLA :
Le PLA (acide polylactique) est le matériau d'impression 3D le plus populaire. Il est fabriqué à partir de maïs, de canne à sucre, ou de pommes de terre.
En termes de qualité d'impression, le PLA est simple d’impression car il a une température de fusion relativement basse par rapport à d'autres matériaux tels que l'ABS entre 180 et 220 degrés.
Le PLA est peu susceptible de se déformer pendant l'impression. Malheureusement il est peu résistant en comparaison à d'autres matériaux, ce qui peut le rendre peu adapté à des usages pro.
Dans l'ensemble, le PLA est un excellent choix pour les débutants en impression 3D car il est facile à imprimer, respectueux de l'environnement et disponible dans une grande variété de couleurs. Vous pouvez acheter une bobine de 1kg dans les 20 euros.

ABS :
L’ABS (acrylonitrile butadiène styrène) est le second matériau d'impression 3D le plus utilisé. L'ABS est un dérivé du pétrole. L'ABS possède une très résistance mécanique, ce qui le rend adapté pour les pièces qui doivent résister à l'usure ou aux chocs. Il est également résistant à la chaleur et aux rayons UV, ce qui en fait un choix populaire pour les pièces qui seront exposées à des conditions difficiles.
Malheureusement, l'ABS est difficile à imprimer en comparaison avec le PLA notamment car il a une température de fusion plus élevée. De plus, il se déformera pendant l'impression. Vous aurez donc besoin d’un plateau chauffant et d’un casino thermique.
L'ABS peut également produire des émissions toxiques pendant l'impression. L’ABS a tendance à produire une finition lisse et brillante. Vous pouvez acheter une bobine de 1kg dans les 20 euros.
PETG :
Le PETG (polyéthylène téréphtalate glycol) est un matériau d'impression 3D de plus en plus populaire en raison.
Le PETG est une combinaison du PET le plastique des bouteilles d’eau et du G Glycol. Le PETG est considéré comme un compromis entre le PLA et l'ABS.
Il reste facile à imprimer comme le PLA et offre une bonne résistance mécanique comme l'ABS, tout en étant moins susceptible de subir du warping.
Le PETG est aussi résistant aux UV et a une excellente résistance chimique, il est également plus flexible que l'ABS et le PLA. Il a une température d’impression entre 220 et 240 degrés. Vous pouvez acheter une bobine de 1kg dans les 25 euros.

Alcool Isopropylique :
L'alcool isopropylique est un alcool couramment utilisé comme solvant, désinfectant et nettoyant. C'est un liquide incolore, inflammable et volatile avec une odeur caractéristique.
Vous pourrez l'utiliser pour nettoyer votre plateau d’impression ou retirer la résine non polymérisée pour vos pièces imprimer en SLA.
Problème courant en impression 3D
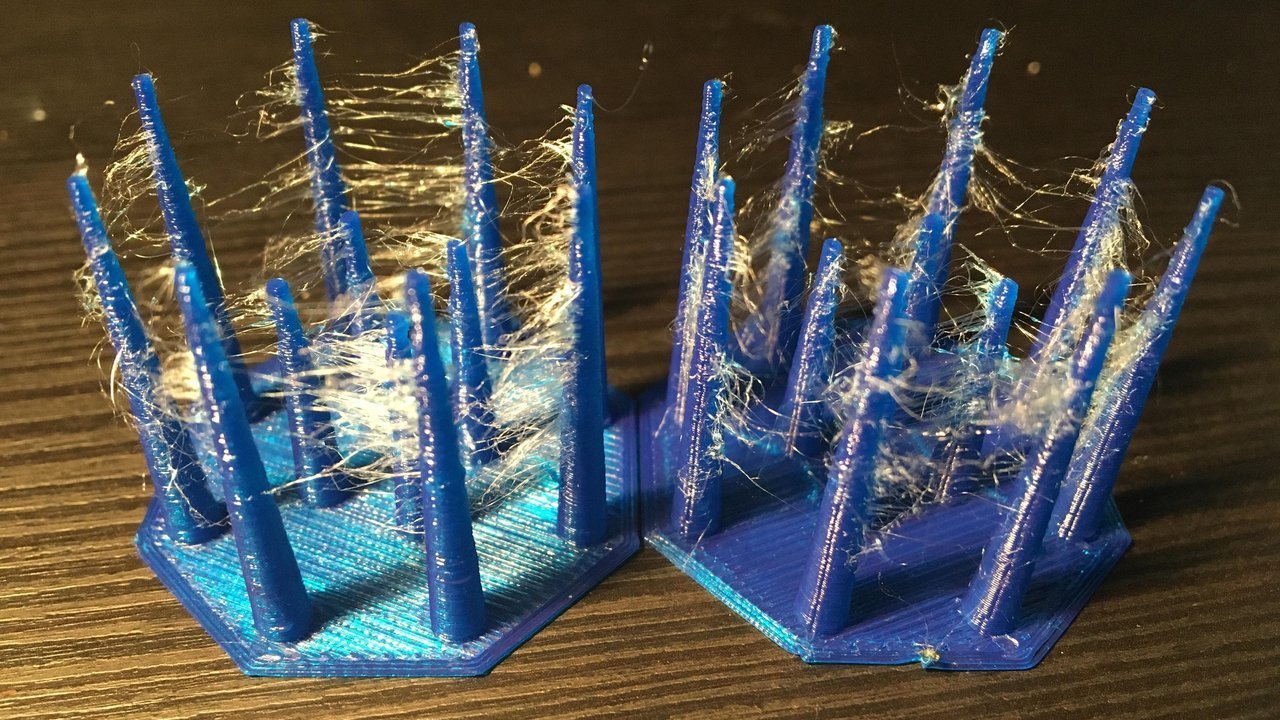
Stringing :
Le stringing, également appelé cheveux d'ange, est la présence non désirée de filaments entre deux parties de votre objet.
Cela est dû au fait que l'extrudeur va continuer d’éjecter de la matière durant ces déplacements entre deux zones de l'objet qui ne sont pas connectées, laissant une trace de filament fondu entre les deux.
Comme souvent en impression 3D le problème peut être causé par plusieurs facteurs. Notamment la température de l'extrudeur, la vitesse d'impression, le réglage de la rétraction, la qualité du filament et la conception de l'objet lui-même.
Le stringing impacte principalement l’aspect esthétique de votre création mais peut aussi rendre votre objet inutilisable ou réduire la résistance de votre objet.
Pour réduire le stringing le mieux sera d’augmenter la rétraction de votre filament pour permettre au filament d’être retirer en arrière quand la buse se déplace dans des zones vides, réduire la température d’impression pour rendre votre filament moins baveu, d’utiliser des filaments de meilleur qualité mais aussi retravailler l’orientation de votre objet dans votre Slicer.
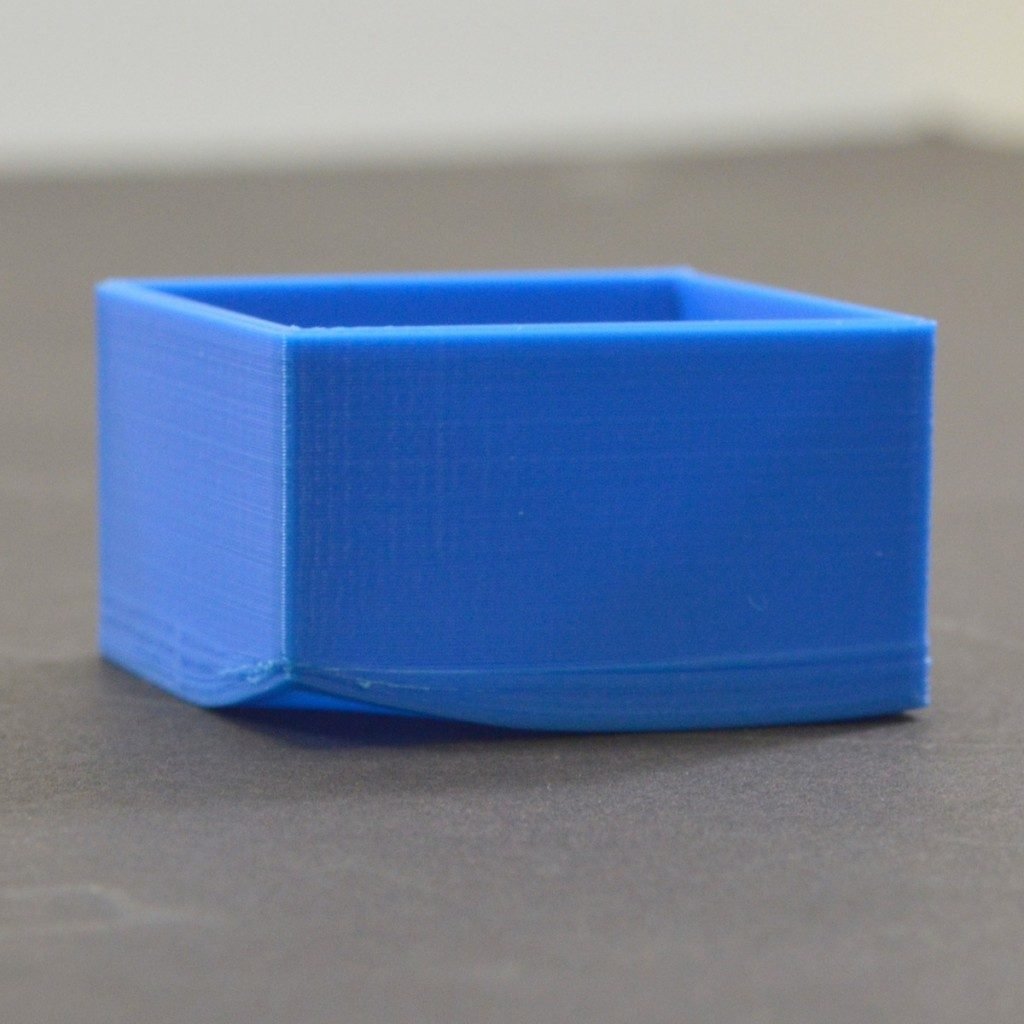
Warping :
Le warping est un problème important en impression 3D, qui se produit quand les bords ou les coins d'un objet imprimé se décollent de votre plateau d'impression.
Le warping se produit si la matière en fusion se refroidit trop rapidement. Un choc thermique va provoquer une contraction de la matière, entraînant une déformation de l'objet.
Le warping est causé par plusieurs facteurs, généralement la température de l'extrudeur trop importante, l’absence d’un plateau chauffant, ou le matériau d'impression comme l’ABS.
Pour réduire le risque de warping il faut jouer sur deux facteurs. La réduction du choc thermique et le renforcement de l’adhérence de l'objet à votre plateau d’impression.
Pour réduire le choc thermique vous pouvez essayer de réduire votre température d’impression, utiliser un plateau chauffant et un caisson thermique pour maintenir une bonne température. Pour améliorer l’adhérence vous pouvez utiliser de la colle ou de la laque voir même du ruban adhésif. De plus vous pouvez paramétrer dans votre Slicer l’impression d’un radeau.

Sous-extrusion :
La sous-extrusion se produit quand l'extrudeur de l'imprimante 3D ne parvient pas à déposer suffisamment de matériau fondu pour compléter totalement votre couche.
Cela cause évidemment des problèmes de résistance mécanique de votre objet final ainsi qu’une moins bonne qualité de surface.
Les causes de la sous extrusion sont généralement
une buse partiellement ou totalement bouché empêchant la matière d’être extrudé normalement
une vitesse d’impression trop importante empêchant l’extrudeur de déposé normalement la matière
une température d’impression trop faible rendant la matière trop peut liquide
un plateau mal calibrer rendant la distance extrudeur plateau trop importante empêcher l’extrudeur de déposer correctement ça matière

Mauvaise fusion des couches :
La mauvaise fusion des couches aussi nommée délamination est tout simplement le fait d’avoir des couches d’impression non liées correctement.
La délimitation va donc causer des problèmes de résistance mécanique sur votre objet car il risque de se briser facilement.
Pour éviter de rencontrer ce problème vous pouvez travailler plusieurs facteurs :
Vérifiez la température : Une température trop basse ne permettra pas à votre matière d’être assez fluide et si la température est trop élevée, le matériau pourrait être sur-fondu et causer des problèmes d'adhérence.
Vérifiez la vitesse d'impression : Une vitesse trop importante peut empêcher les couches de ce liées entre elles.
Vérifiez le niveau du plateau d'impression : Si le plateau d'impression n'est pas de niveau, il peut causer une mauvaise adhérence et causer des problèmes de délamination.

Effondrement de la pièce :
Le problème de l’effondrement de votre pièce pendant l'impression est généralement causé par une solidification trop lente de la matière d’impression en périphérie de l'objet en cours d'impression.
De plus ce phénomène se répète couche après couche en s’aggravant.
Pour supprimer ce problème, il est conseillé d'améliorer la ventilation du plastique déposé et de le refroidir plus rapidement. Il est également possible d'ajouter ou de renforcer les supports d'impression et d'optimiser l'orientation de l'objet dans le logiciel de tranchage.
Logiciel de CAO 3D

Fusion 360 :
Fusion 360 est un logiciel de CAO 3D (Conception Assistée par Ordinateur) développé par Autodesk. Il est utilisé pour concevoir des objets en 3D. Il est généralement utilisé pour la fabrication de pièces mécaniques.
Fusion 360 est basé sur le cloud, ce qui signifie que toutes les données de conception sont stockées en ligne. Cela permet un accès facile.
Fusion 360 propose des outils de modélisation solide, de sculpture de formes organiques, d'assemblage, de simulation, de rendu et d'outils de fabrication.
Il est également intégré à des outils de simulation de mouvement, de simulation thermique, de simulation de flux de fluides et de simulation de contraintes, ce qui permet aux concepteurs de tester leurs conceptions avant de les fabriquer.
Blender :
Blender est un logiciel de modélisation, d'animation et de rendu 3D. Il est gratuit et open-source.
Généralement utilisé en SLA pour la modélisation de figurine ou des créations d'objets organiques.
Blender est utilisé dans l'industrie du cinéma, des jeux vidéo, de la publicité, de l'architecture et de la conception de produits, car il permet de créer des images et des animations 3D réalistes et de haute qualité.
Sketchup :
SketchUp est un logiciel de CAO développé par Trimble. Il est utilisé pour créer des modèles 3D pour l'architecture, l'ingénierie, la construction, les jeux vidéo et d'autres applications de conception.
SketchUp est disponible en plusieurs versions, y compris une version gratuite appelée SketchUp Free, ainsi que des versions payantes telles que SketchUp Pro. SketchUp est considéré comme un outil de conception 3D intuitif et convivial.
Il offre une large gamme d'outils de modélisation, y compris des outils pour créer des formes géométriques, des formes organiques et des formes complexes.
SketchUp dispose d'une grosse communauté en ligne, offrant aux utilisateurs des astuces et des ressources de conception.
Logiciel Slicer

Prusa Slicer :
Prusa Slicer est un logiciel de tranchage aussi nommé Slice open-source conçu par Prusa Research pour préparer des modèles 3D pour l'impression 3D FDM.
Le logiciel dispose d'une interface utilisateur assez intuitive, avec des paramètres de tranchage avancés disponibles pour les utilisateurs expérimentés.
Vous allez pouvoir paramétrer la vitesse d'impression, la hauteur des couches, la densité de remplissage et la température de l'extrudeur des supports et tous paramètres utiles pour vos impressions.
Le logiciel est régulièrement mis à jour avec de nouvelles fonctionnalités et des améliorations pour améliorer l'expérience de l'utilisateur.

Ultimaker Cura :
Ultimaker Cura est un logiciel Slicer FDM open-source développé par Ultimaker, un fabricant de machines d'impression 3D professionnel.
Vous allez pouvoir préparer des modèles 3D pour votre impression 3D en convertissant le modèle en une série de couches imprimables appelées "tranches".
Ultimaker Cura est disponible pour Windows, Mac et Linux, et prend en charge une large gamme d'imprimantes 3D y compris des imprimantes 3D concurrentes à Ultimaker.
Il est compatible avec un large éventail de formats de fichiers 3D, y compris STL, OBJ, AMF, 3MF, entre autres. Le logiciel est connu pour son interface utilisateur simple, avec des fonctionnalités avancées.
Ultimaker Cura dispose également d'une fonctionnalité de prévisualisation 3D en temps réel, qui permet aux utilisateurs de voir comment leur modèle sera imprimé avant de lancer l'impression.

Chitubox :
Chitubox est un logiciel Slicer spécialisé dans l'impression 3D de SLA (résine), conçu pour fonctionner avec une variété d'imprimantes 3D à résine.
Chitubox est disponible sur toutes les plateformes (Windows, Mac et Linux), et est compatible avec une large gamme de formats de fichiers d'entrée, y compris STL, OBJ, AMF, 3MF, entre autres.
Le logiciel est disponible gratuitement, mais il existe également une version premium payante offrant des fonctionnalités plus avancées.
Le logiciel dispose d'une interface utilisateur simple d’utilisation. Chitubox dispose également d'une fonctionnalité de découpe intelligente (intelligent slicing) qui permet aux utilisateurs de découper leur modèle en fonction de leur imprimante 3D à résine et des paramètres spécifiques de l'imprimante.
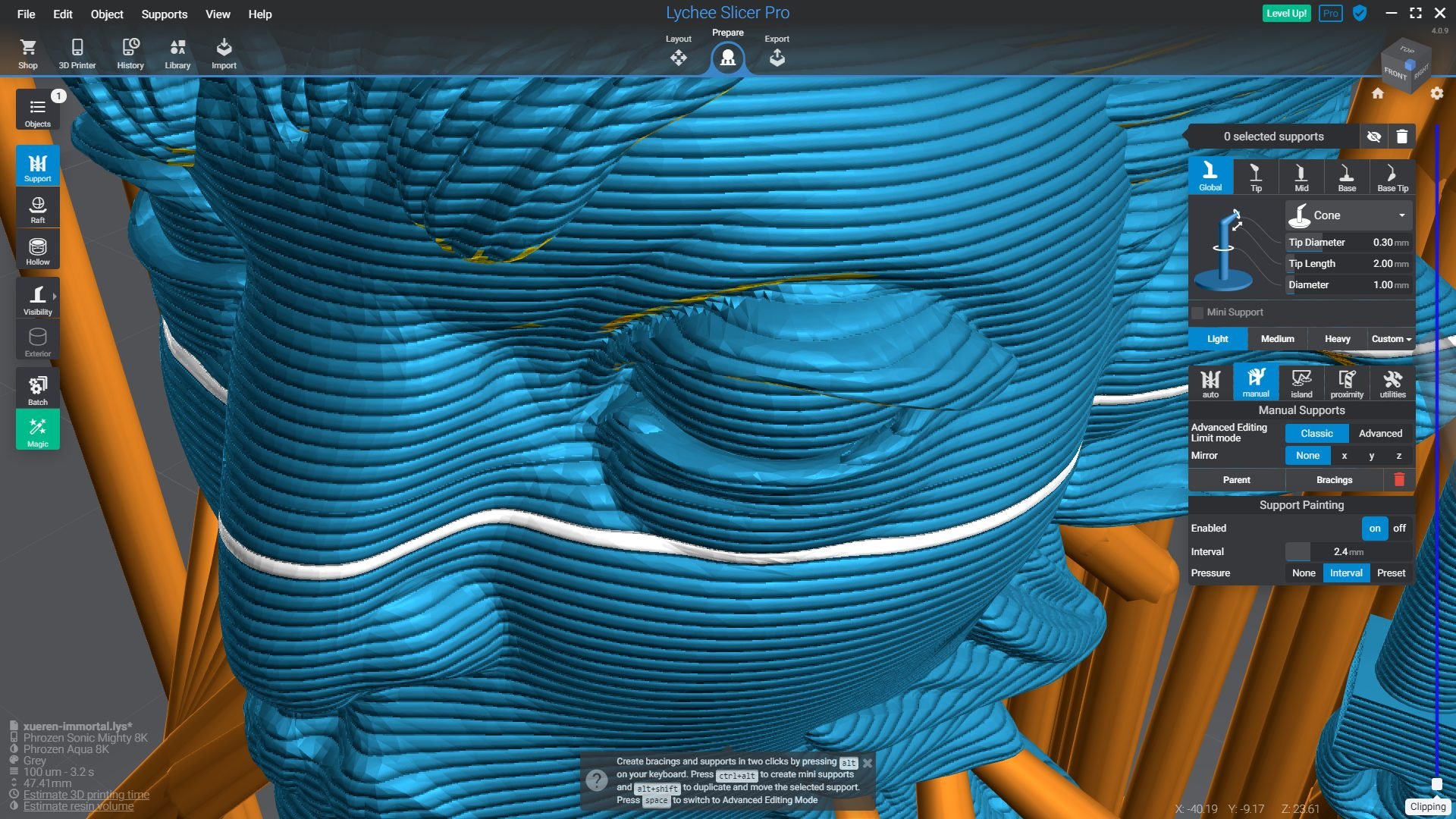
Lychee :
Lychee est un logiciel de tranchage open-source pour les imprimantes 3D SLA (résine). Il peut fonctionner sur une grande variété d'imprimantes 3D à résine.
Le logiciel est disponible gratuitement et est maintenu par une communauté active de développeurs et d'utilisateurs.
Le logiciel possède une interface utilisateur simple. Les utilisateurs peuvent personnaliser les paramètres tels que la densité de remplissage, l'épaisseur des couches, la vitesse d'impression et les supports pour optimiser l'impression pour leur modèle spécifique.

Imprimante 3D populaire
-Creality Ender 3
Creality Ender 3 S1 Pro
Prusa Mk3+
Elegoo Mars 2 Pro
Elegoo Saturn
Elegoo Neptune 3 Pro
FL sun Super Racer
FL sun V-400
Bambu Lab X1 carbone
Débouché professionnel

Prototypage :
Le prototypage en impression 3D est l'utilisation originel de l'impression 3D.
Le prototypage en impression 3D est largement utilisé dans de nombreux domaines, notamment l'ingénierie, la médecine, l'architecture, la mode, l'art et la joaillerie.

Moulage :
L'impression 3D vous permet de fabriquer des moules notamment pour le secteur de la bijouterie mais aussi pour la fabrication de moule pour la fabrication par moulage par injection. Vous pouvez aussi fabriquer des moules en taule en pièce emboutie.

Figurine :
Vous pouvez facilement produire des maquettes et des figurines notamment avec l'impression 3D SLA.
Avantage de l'impression 3D

Pas de chaîne de production :
Vous pouvez créer n'importe quel objet avec une imprimante sans investir dans une chaîne de montage.

Coût de matière faible :
Une bobine de PLA la matière de bas en impression FDM coûte 20 euros.
Inconvénient de l'impression 3D

Fabrication lente :
La fabrication 3D est aujourd'hui très lente. La vitesse aujourd'hui n'est pas de plus de 400 mm secondes pour les machines les plus rapides. Même si la vitesse est importante, la fabrication par moulage par injection est bien plus rapide avec des créations d'objets en quelques secondes.

Majorité de matière plastique :
Même si le développement de l'impression 3D se développe, notamment avec l'impression SLS. L'impression 3D reste majoritairement du plastique.